注塑成型技术培训1:注塑机基本结构2:注塑工艺基本理论知识3:注塑成型缺陷分析、实例分析4:注塑车间管理构架图5:模具结构及初步认识6:注塑周边辅机及应用7:电气电路基本知识8:注塑机的发展历程注塑演讲大纲1
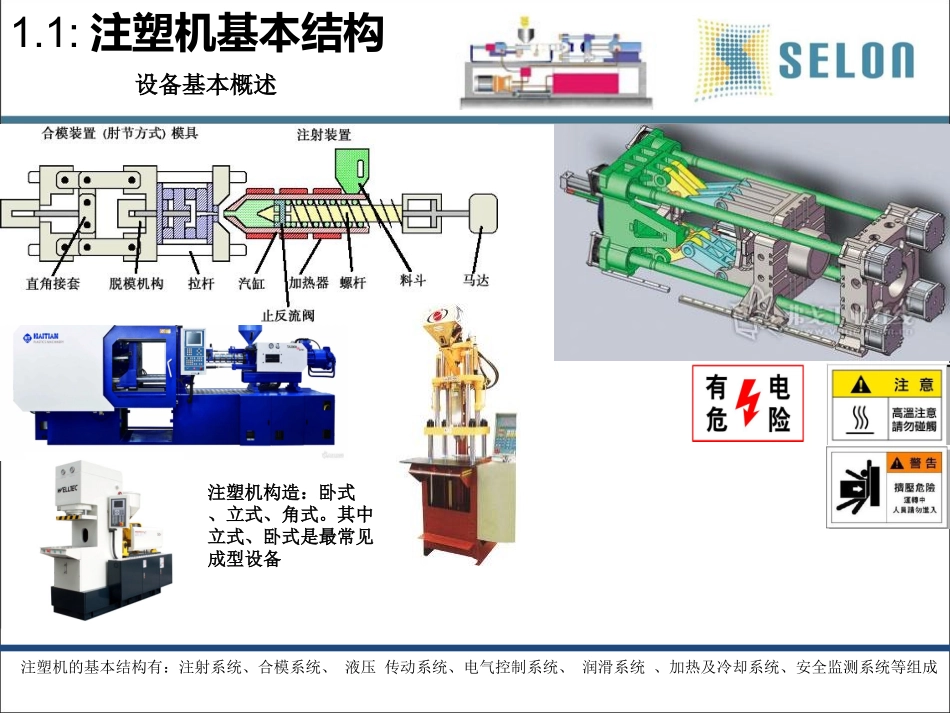
1:注塑机基本结构注塑机的基本结构有:注射系统、合模系统、液压传动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成设备基本概述注塑机构造:卧式、立式、角式
其中立式、卧式是最常见成型设备1
2:注塑机基本结构注塑成型机之射出系统1、油压马达;2-6、导杆支座;3-导杆;4、注射油缸;5、加料口;7-推力座;8-注射座;9-塑化部件;2、导杆支座;8、注射座;10、座移油缸1、喷嘴;2、螺杆头;3、止逆环;4、料筒;5-螺杆;6、加热圈;7、冷却水圈止逆环是装在螺杆头与螺杆之间,止逆环是防止熔体逆流的,在螺杆往前注射的时候,止逆环端面与垫圈接触使螺杆头部形成封闭的空间,当机器塑化时,此时止逆环与垫圈松开了,使熔体通过螺杆头流入计量室
3:注塑机基本结构注塑成型机之锁模机构开模完合模中合模完油缸驱动机械铰臂使模板完成开合模动作定模板动模板尾板哥林柱长铰勾铰小铰脱模组件锁模油缸十字头调模组件合模要点:慢速合模→快速合模→低压保护→高压锁模
慢速合模是缓解快速模所产生的冲击力
快速合模是为了增加生产效率
低压保护是防止压模时将损耗降到最低
低压保护知识要点:当后模具导柱进入前模导套时就开始低压保护,低压保护压力一般0-15par低压保护位置0
05mm-2mm之间
开模要点:慢速开模→中度开模→快速开模→低速开模
慢速开模是为了排除型腔内部真空气体及防止产品拉伤等
中速开模是缓解快速开模所产生冲击力
快速开模是为了增加生产效率
低速开速是消除快速开模后所残余的冲击力
1、何谓跑道效应(沿着跑道可以高运动以及有规律的运动节奏称之为跑道效应
)在填充完较薄部位