下载后可任意编辑 精品文档下载 1最新资料,word 文档,可以自由编辑
下载后可任意编辑【本页是封面,下载后可以删除
】第 1 章 烟、风道加工工艺示范卡1
1 适用范围 本工艺适范卡适用范围:此工艺示范卡适用于锅炉范围内烟、风道的加工、制作
2 施工工艺流程1
3 工艺质量标准1
1 本施工工艺须控制的技术参数和质量指标a) 下料:下料前首先找直角,利用“勾三股四弦五”方法划线后校核对角线,误差不允许超过±5mm,周长偏差不允许超过±3mm
在卷制前板边无氧化铁和毛刺
b) 卷板:应保证弧度和圆度,卷制后的钢管应从不同方向校对,随圆度不超过 8D/1000,(D 为外径),纵向焊缝对口错边量不超过 0
1s(s 为板厚),卷制直径大于 1500mm 时,应在平台对正纵口,并固定临时支撑
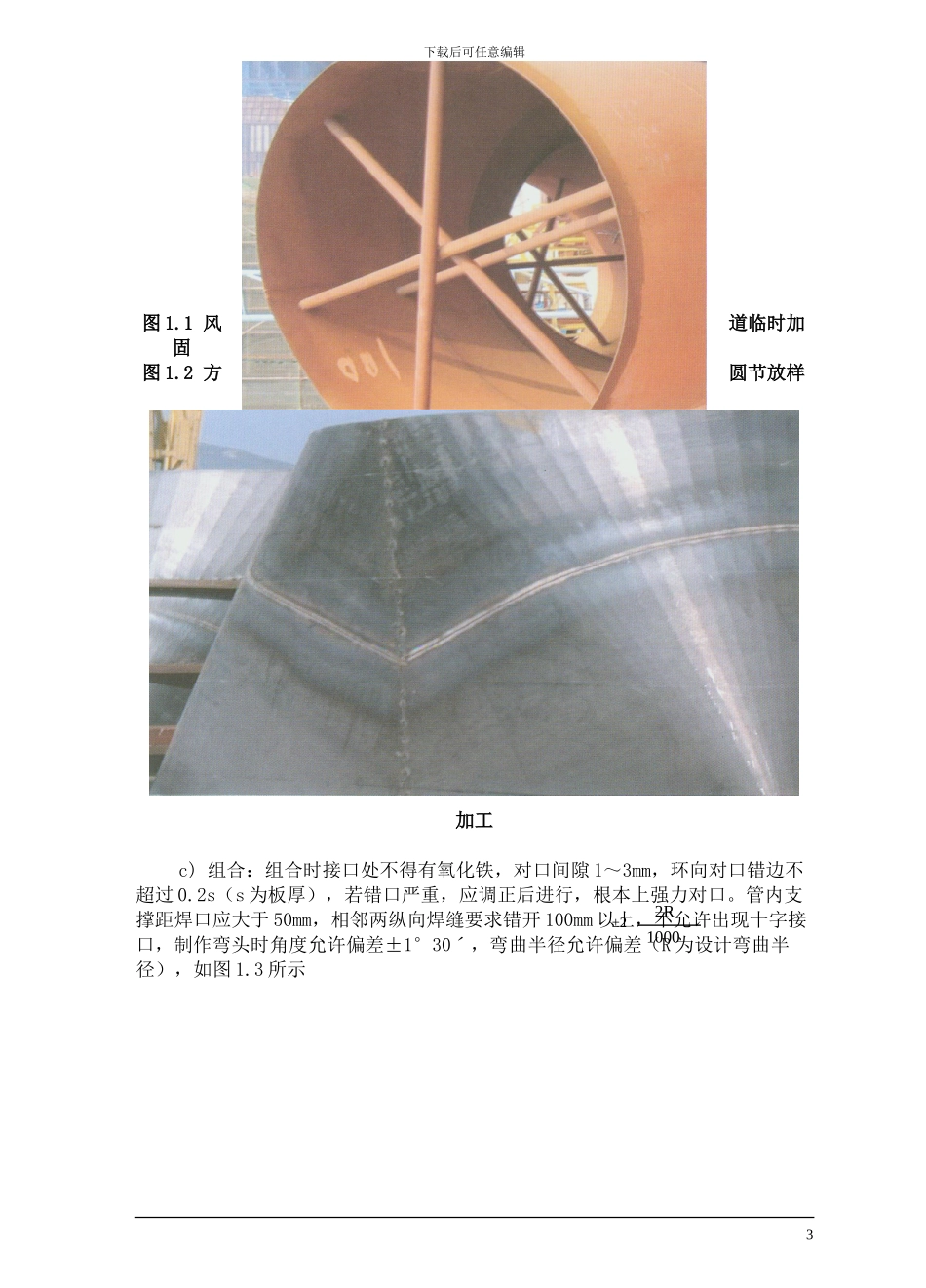
2±22R1000下载后可任意编辑图 1
1 风道临时加固图 1
2 方圆节放样加工c) 组合:组合时接口处不得有氧化铁,对口间隙 1~3mm,环向对口错边不超过 0
2s(s 为板厚),若错口严重,应调正后进行,根本上强力对口
管内支撑距焊口应大于 50mm,相邻两纵向焊缝要求错开 100mm 以上,不允许出现十字接口,制作弯头时角度允许偏差±1°30ˊ,弯曲半径允许偏差(R 为设计弯曲半径),如图 1
3 所示 3下载后可任意编辑图 1
3 管道纵向焊缝d) 在焊缝处做渗煤油试验,保证焊缝处不泄漏,如图 1
4 烟风道内侧涂石灰水,外侧刷煤油做渗油试验1
4 成品示范图 4下载后可任意编辑图 1
5 圆形管道焊接组合成形图 1
6 方形管道转角部位组合成形 5下载后可任意编辑图 1
7 方形管道转角部位组合成形及吊点焊接定位图 1
8 方圆节组合成形 6下载后可任意编辑图 1
9 二次风道加工成形图 1
10 烟风道组件拼