下载后可任意编辑钢结构焊钉焊接施工工艺标准本文出自: 能源世界网 作者: gjw5977 点击率: 845一 总则1.适用范围本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为 6~22mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉)
2.编制参考标准及法律规范(1)《圆柱头焊钉》GB 10433(2)《建筑钢结构焊接技术规程》JGJ 81-2024(3)《钢结构工程施工质量验收法律规范》GB 50205-2001二 基本规定1.为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源应单独布设;2.施工前应进行焊接工艺评定,选择合格的焊接工艺进行施工
三 施工准备1.技术准备施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定
根据工艺评定、设计和图纸深化的结果编制施工作业指导书,做好施工技术交底
2.材料要求根据栓钉的安装位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷环
直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普通型的瓷环
根据作业条件施工前应进行烘烤除湿(120℃×2h)
3.施工机具栓钉施工主要的专用设备为熔焊栓钉机
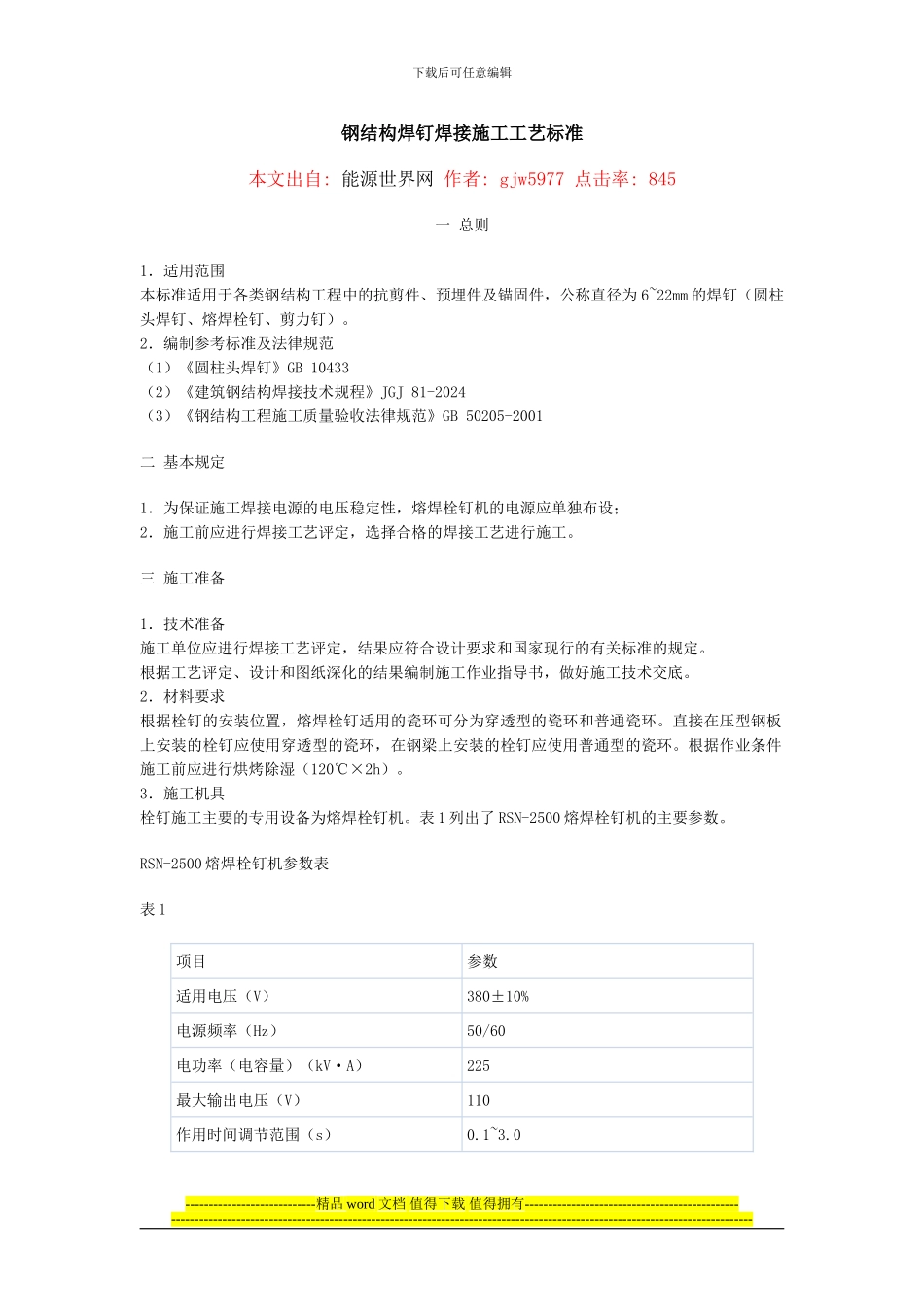
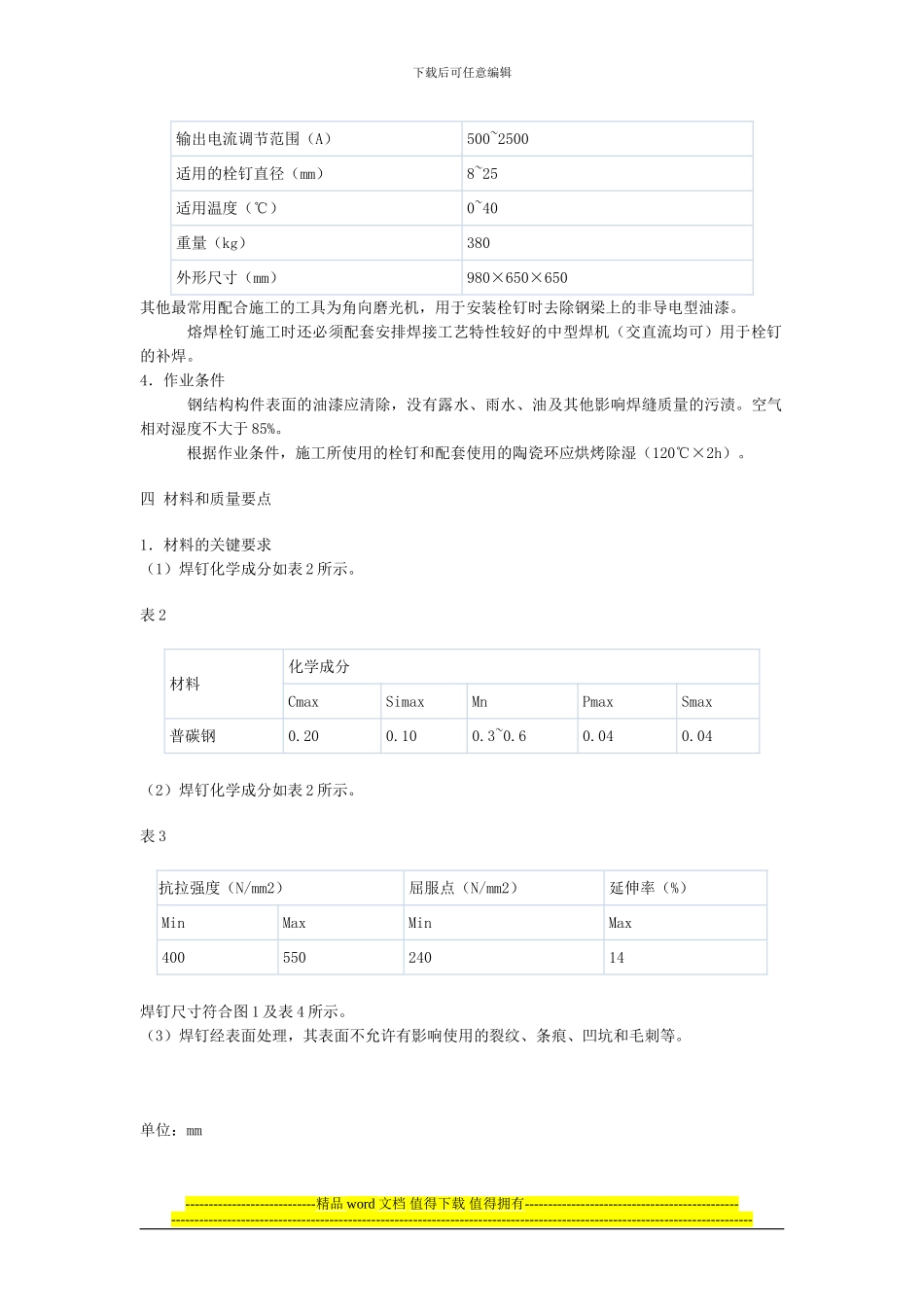
表 1 列出了 RSN-2500 熔焊栓钉机的主要参数
RSN-2500 熔焊栓钉机参数表表 1项目参数适用电压(V)380±10%电源频率(Hz)50/60电功率(电容量)(kV·A)225最大输出电压(V)110作用时间调节范围(s)0
0----------------------------精品 word 文档 值得下载 值得拥有--------------------------------------------------------------------------------------------------------------------------------