PPR 管的施工工艺流程(一)管材寄存规定1、管材应按不同规格包装、堆放,管材按不同规格、品种分别装箱
2、搬运管件、管材时应小心轻放,严禁抛、摔、滚、拖
3、管子及管件应避免与稀剂型粘结剂、溶剂型粘结剂、有机溶剂、润滑剂、漂白剂、氧化物、管道密封胶或碳氢化合物清洁剂接触
(二)施工安装作法1、普通规定(1)安装人员应熟悉热熔式插接连接 PP-R(无规共聚聚丙烯)管的普通性能,掌握基本的操作要点
(2)安装人员应熟悉设计图纸,理解建筑物的构造工艺布置状况及其它工种互相配合的关系
(3)施工前应对材料和外观及配件等进行检查,严禁将交联聚丙烯管长久暴露于阳光下
(4)管道穿越墙、板处应设套管,套管内径应比穿管外径大 20mm,套管内填柔性不燃材料
(5)检查提供的管材和管件应符合设计规定,并附有产品阐明书和质量合格证明书
不得使用有损坏迹象的材料
材料进场后要核对规格与数量
检查管材与否有弯扁,劈裂现象
2、配管要点(1)管子的切割应采用专门的切割剪或普通手工锯
剪切管子时应确保切口平整
剪切时断面应与管轴方向垂直
(2)在熔焊之前,焊接部分最佳用酒精清洁,然后用清洁的布或纸擦干
并在管子上划出需熔焊的长度
(3)将专用熔焊机打开加温至 260℃,当控制批示灯变成绿灯时,开始焊接
(4)将需连接的管子和配件放进焊接机头,加热管子的外表面和配件接口的内表面
然后同时从机头处拔出并快速将管子加热的端头插入已加热的配件接口
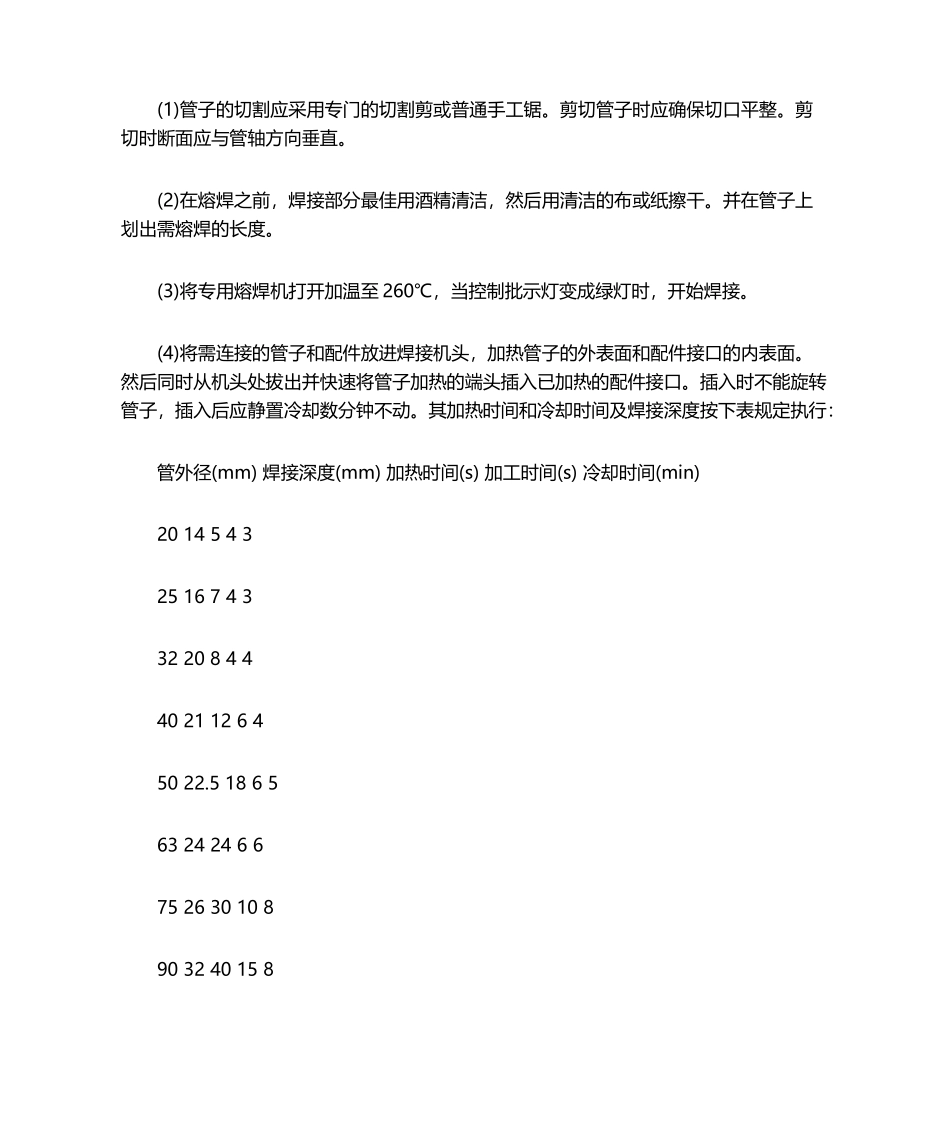
插入时不能旋转管子,插入后应静置冷却数分钟不动
其加热时间和冷却时间及焊接深度按下表规定执行:管外径(mm) 焊接深度(mm) 加热时间(s) 加工时间(s) 冷却时间(min)20 14 5 4 325 16 7 4 332 20 8 4 440 21 12 6 450 22
5 18 6 563 24 24 6 675 26 30 10 890 32 40 1