BGA虚焊分析报告目录问题描述原因分析SMT制程排查辅料印刷贴片Profile检查物料设备维修排查总结&结论改善对策不良问题描述不良图片2015
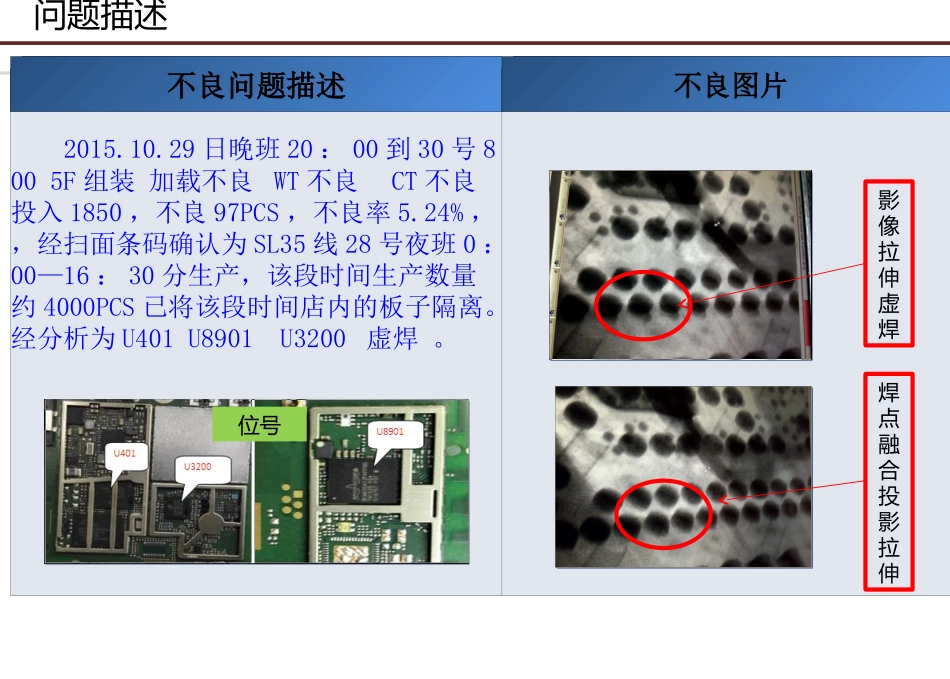
29日晚班20:00到30号8:005F组装加载不良WT不良CT不良投入1850,不良97PCS,不良率5
24%,,经扫面条码确认为SL35线28号夜班0:00—16:30分生产,该段时间生产数量约4000PCS已将该段时间店内的板子隔离
经分析为U401U8901U3200虚焊
问题描述影像拉伸虚焊位号焊点融合投影拉伸不良原因分析取5片不良主板分析重焊验证焊点有拉伸现象,无移位连锡不良取2片不良主板进行加焊复测NG取加焊不良主板芯片植球重焊复测OKX-ray图片结论芯片虚焊经验证分析确认为芯片个别焊点虚焊导致测试NG外观检查SMT制程排查辅料XXX单板工艺要求为:千住锡膏/ALPHAOM350/INDIUM8
9三款实际使用为千住锡膏符合产品设定要求千住SMT制程排查印刷拉取印刷效果CPK检测数据均大于1
33,印刷效果良好,无异常
CPK数据判定标准:CPK<0
67不合格0
67<CPK