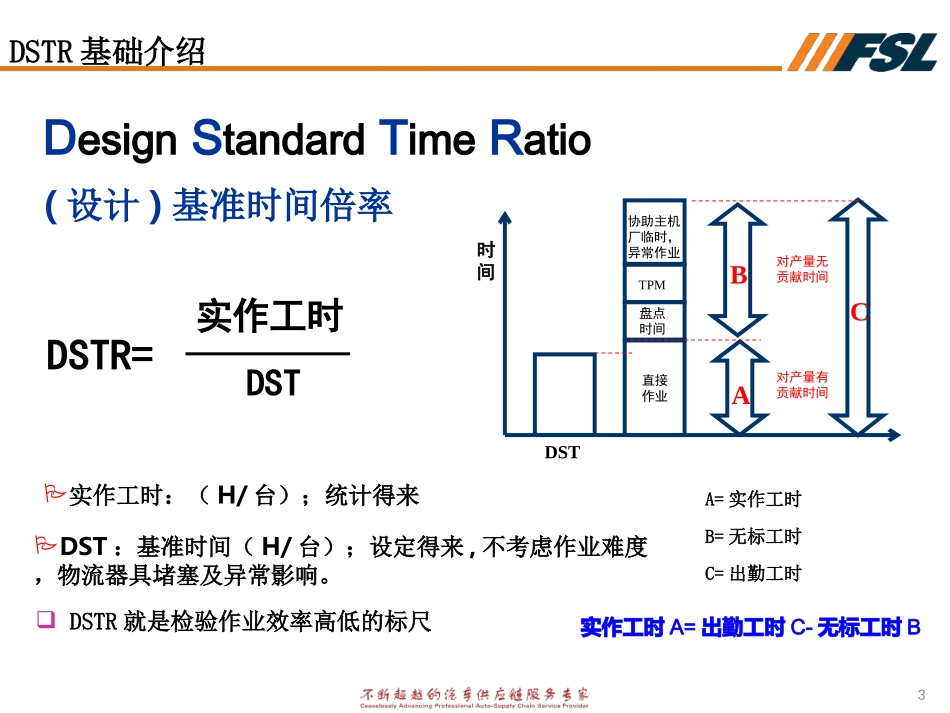
1DSTR培训资料部门:作业管理部日期:2014/6/5报告提纲21DSTR基础介绍2DST设定方案3DSTR计算介绍4DSTR知识活用5DSTR活动开展DSTR基础介绍DesignStandardTimeRatio(设计)基准时间倍率实作工时:(H/台);统计得来DST:基准时间(H/台);设定得来,不考虑作业难度,物流器具堵塞及异常影响
DST时间A=实作工时AC直接作业协助主机厂临时,异常作业TPM盘点时间DSTR就是检验作业效率高低的标尺B对产量无贡献时间对产量有贡献时间B=无标工时C=出勤工时DSTR=实作工时DST实作工时A=出勤工时C-无标工时B3DSTR基础介绍最大的目的就是把劳动生产力的两大要素进行定量评价
A车(a工厂)2H3H6HB车(b工厂)DST实工数DSTRA车(a工厂)3H6H2倍B车(b工厂)2H6H3倍△×○△小小DSTRDST『设计的好坏』-DST越小,设计水平越高,物流越合理
『作业效率的好坏』-DSTR越小,作业效率越高DSTDST实工数实工数DSTR的内涵是消除无附加价值作业,提升设计水平及作业效率DSTR为同行业开展BM活动相互比较提供了合理的平台DSTR从公司的总体战略意义理解是一种降成本的手段4DST设定方案5从以上可知影响物流DST值三要素:1
包装形态(即容器类型---铁制,树脂,纸箱)
包装SNP物流DST验收DST入库扫描DST卸货DST分拣DST集配DST出库扫描DST供给DST容器返空DST受容器包装SNP影响受物流距离及包装形态影响DST单次作业循环设定时间单次设定作业量=/缺点:1
DST变动频繁:当库位调整后,因为距离发生变化,对应DST需要更新
同类业务DST差异大,影响DST对标
受主机厂布局及生产影响,不同主机厂之间物流距离差异较大,相应DST差异大