表1 焊接工艺指导书 单位名称 焊接工艺指导书编号 WPS -06-4 日期 焊接工艺评定报告 PQR -06-4 焊接方法 GTAW 机械化程度(手工、半自动、自动) 手工 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式: V 形对接 衬垫(材料及规格) / 其他 / 母材: 类别号 P-No 44 组别号 / 与类别号 P-No 44 组别号 / 相焊及 标准号 ASTM B619 钢 号 B3(N10675)与标准号 ASTM B619 钢 号 B3(N10675)相焊 厚度范围: 母材: 板对接焊缝 / 角焊缝 / 管子直径、厚度范围:对接焊缝 1
5mm~ 11mm 角焊缝 不限 焊缝金属厚度范围:对接焊缝 ≤11 ㎜ 角焊缝 不限 其他 / 焊接材料: 焊材类别 焊丝 / 焊材标准 AWS A5
14 / 填充金属尺寸 φ1
0 / 焊材形号 / / 焊材牌号 ERNiMo-10 / 其他 / / 耐蚀堆焊金属化学成分(%)(此项内容不要求) C Si Mn P S Cr Ni Mo V Ti Nb / / / / / / / / / / / 其他:无 注:对每一种母材与焊接材料的组合均需分别填表
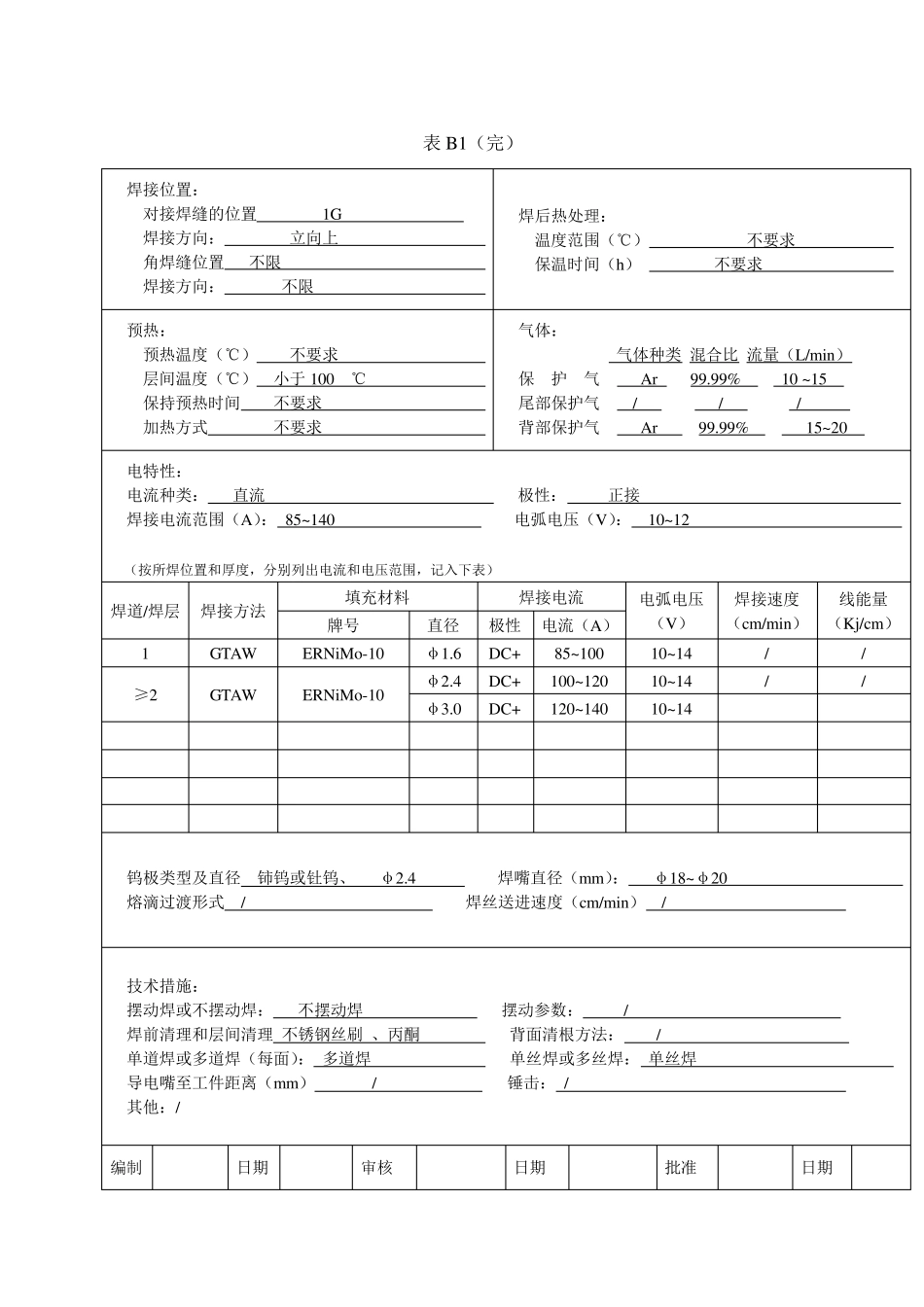
2~ 3mm 壁厚 1~ 2mm 60°±5° 打 底 焊填充及盖面焊 管内充氩气保护 表B1(完) 焊接位置: 对接焊缝的位置 1G 焊接方向: 立向上 角焊缝位置 不限 焊接方向: 不限 焊后热处理: 温度范围(℃) 不要求 保温时间(h) 不要求 预热: 预热温度(℃) 不要求 层间温度(℃) 小于100 ℃ 保持预热时间 不要求 加热方式 不要求 气体: 气体种类 混合比 流量(L/min) 保 护 气 Ar 99
99% 10 ~ 15 尾部保护气 / / / 背部保护气 Ar 99
99% 15~ 20