重点工序工艺管控培训资料玻璃管生产深圳市XXXX照明股份有限司主讲:XXX产品概况1214567玻璃管产品主要由、灯头、电源、保险丝、光源(FPC)、玻璃面罩、组装而成的一种新型LED日光灯以玻璃管长度区分可以分为3大类,2FT(0
6M)3FT(0
9M)4FT(1
2M)5FT(1
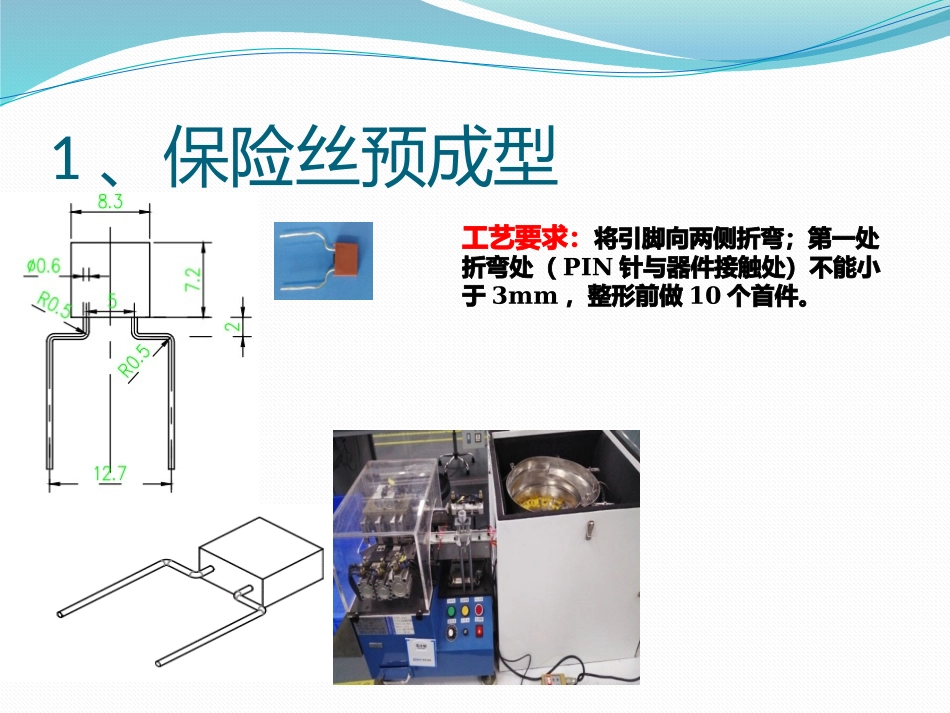
5M)以玻璃管材质区分有两大类,涂白玻璃管和覆膜玻璃管以灯珠上色温区分有:6500K/4500K/3000K或者客户要求的其他色温产品1、保险丝预成型工艺要求:将引脚向两侧折弯;第一处折弯处(PIN针与器件接触处)不能小于3mm,整形前做10个首件
2、分灯板,玻璃管涂胶25±1mm15±1mm工艺要求:胶量不可过多(盖住LED)过少、少于2
5mm,光源板灯板应贴紧内壁,不可掉落,导片端光源边缘距离玻璃管边缘距离为25±1mm
涂胶起始点到玻璃管边距离为15±1mm
保持碳纤杠的清洁,沾胶及时清理
涂胶后凉化30分钟3、周转要求:拿取产品轻拿轻放按照规划区域半成品、成品整齐摆放,数量清晰,标识明确
信息一目了然
4、堵头打胶2mm工艺要求:涂胶位置为堵头台阶上方,内壁边缘整圈,涂胶胶量:0
胶水不能溢出到堵头台阶下面,离堵头口距离2mm-3mm;堵头打好胶后必须在5分钟内组装,反之胶水表干后容易造成灯头脱落及灯头歪,或灯头装不到位造成灯管尺寸过长
5、焊接工艺要求:1
烙铁温度范围:380±20℃
烙铁温度若不在温度范围内,则要进行校准
烙铁头型号:380±20C;2
光源条焊点在焊盘中间;3
导线线头不能超出焊盘部分,焊接后焊点无虚焊、漏焊、假焊、拉尖等不良
6、固化灯板中心两点对齐工艺要求:1
PIN针放入槽口,堵头完全放入工装内;2
将灯管卡入固化工装中;3
产品放入工装内后,自检堵头是否全部放入工装内,若没有则进行调整4
灯板中心点与堵头散热孔对齐5