第9讲 切断与切槽 ·学习目的和要求 1、掌握在数控车床上切断工件与切沟槽的基本方法 2、掌握切断刀的安装、调整以及对刀操作 3、掌握切槽切断指令的编程格式与编程方法 4、掌握内切槽、外切槽、典型槽的加工方法 5、掌握切断与沟槽加工的加工工艺 ·重点内容 1、数控车床上切断工件与切沟槽的基本方法 2、切断刀的安装、调整以及对刀操作 3、切槽切断循环指令的编程格式 4、内切槽、外切槽、典型槽的加工方法 5、掌握切断与沟槽加工的加工工艺 ·难点内容 1、工件切断与沟槽的加工工艺路线 2、切断与沟槽的加工方法 ·实训任务 1、要求每组学生必须完成一个实训项目
2、要求每个学生必须独立完成实习报告
·教学准备 ·课时分配:4H ·教学方法 先讲解知识内容,再进行加工操作练习
·教学过程 1、强调上课纪律,考勤记录
2、讲解本节课主题,内容简要概括
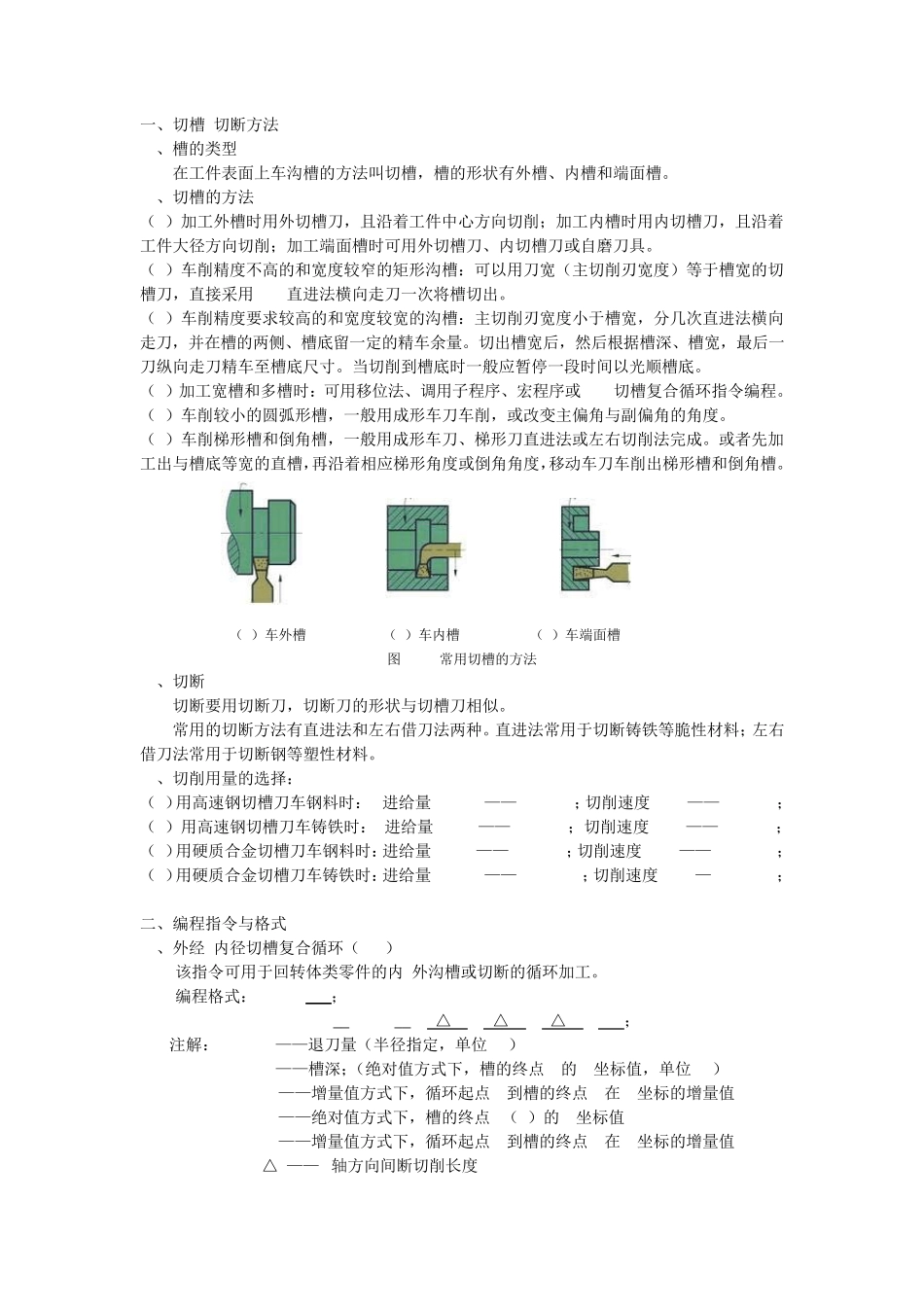
3、讲解安全操作规程 4、上课准备 5、教学分配(分组,工具配发) 6、知识内容讲解 7、本节课点评总结 一、切槽/切断方法 1、槽的类型 在工件表面上车沟槽的方法叫切槽,槽的形状有外槽、内槽和端面槽
2、切槽的方法 (1)加工外槽时用外切槽刀,且沿着工件中心方向切削;加工内槽时用内切槽刀,且沿着工件大径方向切削;加工端面槽时可用外切槽刀、内切槽刀或自磨刀具
(2)车削精度不高的和宽度较窄的矩形沟槽:可以用刀宽(主切削刃宽度)等于槽宽的切槽刀,直接采用 G01直进法横向走刀一次将槽切出
(3)车削精度要求较高的和宽度较宽的沟槽:主切削刃宽度小于槽宽,分几次直进法横向走刀,并在槽的两侧、槽底留一定的精车余量
切出槽宽后,然后根据槽深、槽宽,最后一刀纵向走刀精车至槽底尺寸
当切削到槽底时一般应暂停一段时间以光顺槽底
(4)加工宽槽和多槽时:可用移位法、调用子程序、宏程序或 G75切槽复合循环指令编程
(5)车削较小的圆弧形