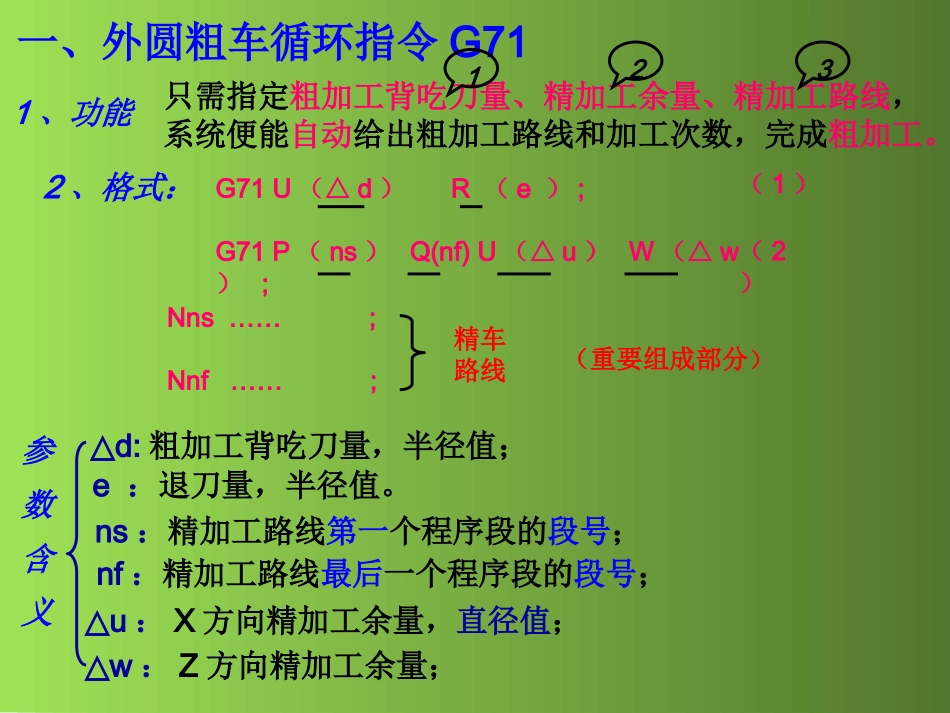
复合固定循环指令G71/G70数控车削编程与实训复习导入:复合固定循环指令对于余量大形状复杂的零件如何简化编程呢余量较大且形状简单的零件简单固定循环指令G90一、外圆粗车循环指令G711、功能只需指定粗加工背吃刀量、精加工余量、精加工路线,系统便能自动给出粗加工路线和加工次数,完成粗加工
2、格式:G71U(△d)R(e);G71P(ns)Q(nf)U(△u)W(△w);参数含义△d:粗加工背吃刀量,半径值;e:退刀量,半径值
ns:精加工路线第一个程序段的段号;nf:精加工路线最后一个程序段的段号;△u:X方向精加工余量,直径值;△w:Z方向精加工余量;(1)(2)精车路线(重要组成部分)Nns……;Nnf……;123二、精加工循环指令G701、功能:切除G71指令粗加工后留下的余量,完成精加工
2、格式:G70PnsQnf;3、说明:(1)应与粗加工G71指令配合使用;(2)在G70状态下,ns~nf程序段中指定的F、S、T有效;刀具按ns~nf程序段指定的精车路线进行一次连续切削
运行结束刀具返回循环起点
ns、nf含义与G71指令相同,并且数值应一致
运行特点:数控车编程与实训1
循环起点的坐标根据什么来确定
X取毛坯直径,Z一般为2
G71的格式中各参数的含义及取值
△d:为每刀的吃刀量,半径值
一般45钢件取1~2mm,铝件取1
5~3mm,我们取1
为退刀量,半径值
5mm,外圆正,内孔负数控车编程与实训ns:为指定精加工路线的第一个程序段的段号,一般用1,则程序中为N1nf:为指定精加工路线的最后一个程序段的段号,一般用2,则程序中为N2△u:为X方向上的精加工余量,直径值,一般取0
5mm,精车完成后直径尺寸比最终尺寸大0
5mm△w:为Z方向上的精加余量,一般取0
05mm,我们取0,长度方向不留余量数控车