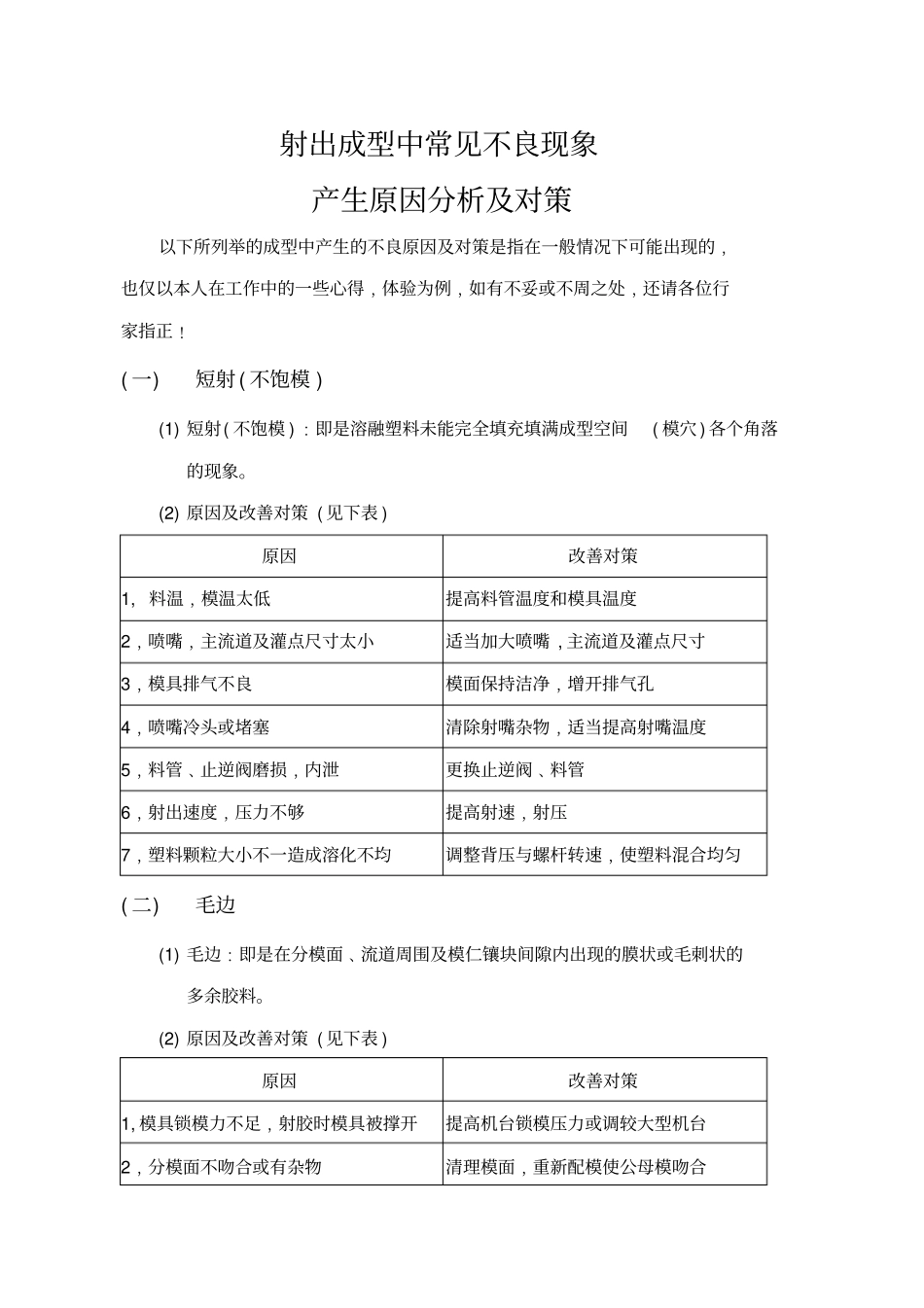
射出成型中常见不良现象产生原因分析及对策以下所列举的成型中产生的不良原因及对策是指在一般情况下可能出现的﹐也仅以本人在工作中的一些心得﹐体验为例﹐如有不妥或不周之处﹐还请各位行家指正﹗( 一)短射( 不饱模 ) (1) 短射( 不饱模 ) ﹕即是溶融塑料未能完全填充填满成型空间( 模穴 ) 各个角落的现象
(2) 原因及改善对策 ( 见下表 ) 原因改善对策1, 料温﹐模温太低提高料管温度和模具温度2﹐喷嘴﹐主流道及灌点尺寸太小适当加大喷嘴 , 主流道及灌点尺寸3﹐模具排气不良模面保持洁净﹐增开排气孔4﹐喷嘴冷头或堵塞清除射嘴杂物﹐适当提高射嘴温度5﹐料管﹑止逆阀磨损﹐内泄更换止逆阀﹑料管6﹐射出速度﹐压力不够提高射速﹐射压7﹐塑料颗粒大小不一造成溶化不均调整背压与螺杆转速﹐使塑料混合均匀( 二)毛边(1) 毛边﹕即是在分模面﹑流道周围及模仁镶块间隙内出现的膜状或毛刺状的多余胶料
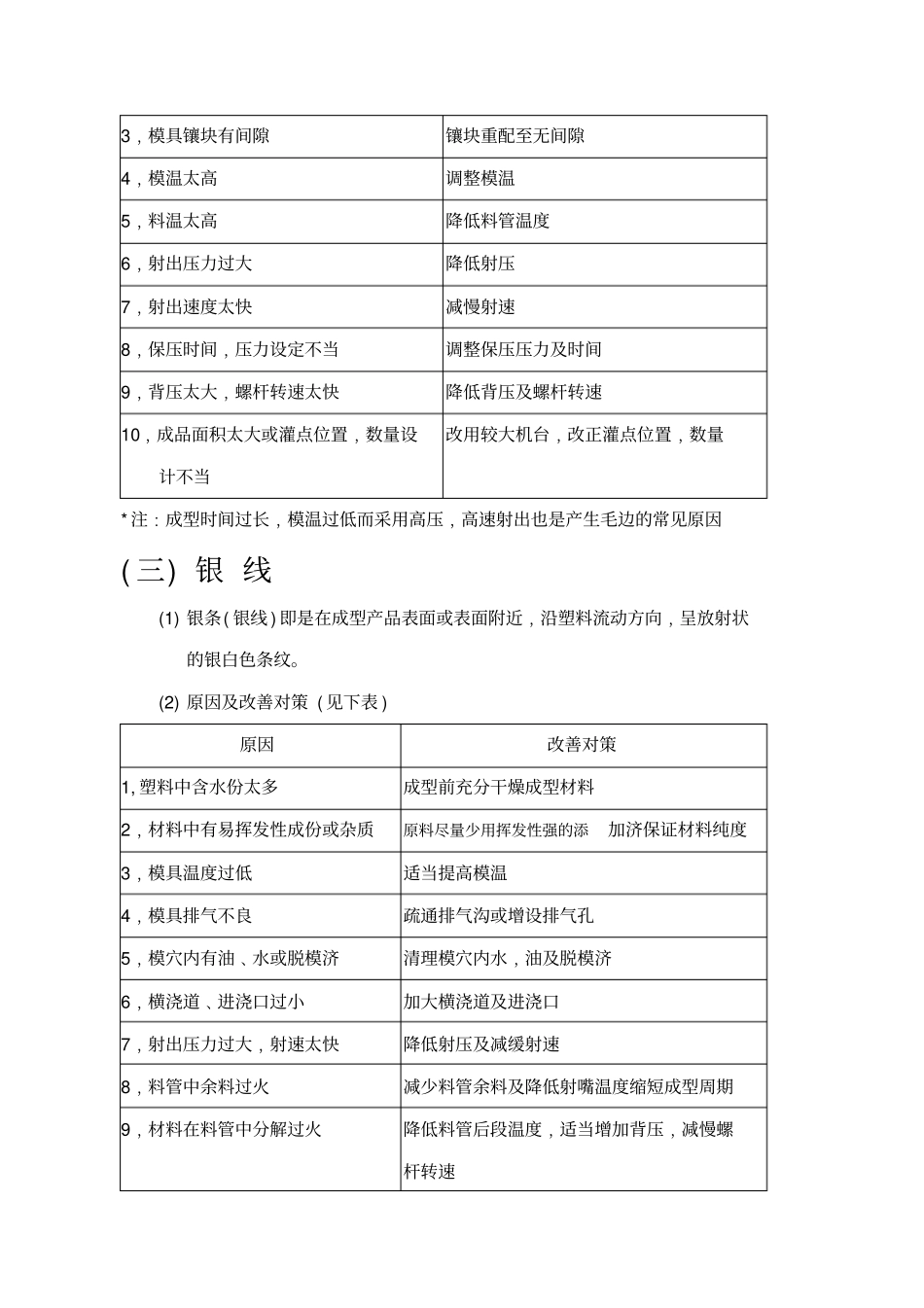
(2) 原因及改善对策 ( 见下表 ) 原因改善对策1, 模具锁模力不足﹐射胶时模具被撑开提高机台锁模压力或调较大型机台2﹐分模面不吻合或有杂物清理模面﹐重新配模使公母模吻合3﹐模具镶块有间隙镶块重配至无间隙4﹐模温太高调整模温5﹐料温太高降低料管温度6﹐射出压力过大降低射压7﹐射出速度太快减慢射速8﹐保压时间﹐压力设定不当调整保压压力及时间9﹐背压太大﹐螺杆转速太快降低背压及螺杆转速10﹐成品面积太大或灌点位置﹐数量设计不当改用较大机台﹐改正灌点位置﹐数量* 注﹕成型时间过长﹐模温过低而采用高压﹐高速射出也是产生毛边的常见原因( 三) 银 线(1) 银条( 银线 ) 即是在成型产品表面或表面附近﹐沿塑料流动方向﹐呈放射状的银白色条纹
(2) 原因及改善对策 ( 见下表 ) 原因改善对策1, 塑料中含水份太多成型前充分干燥成型材料2﹐材料中有易挥发性成份或杂质原料尽量少用挥发性强的添加济保证材料纯