1 湿式螺旋气柜施工工法湿式螺旋气柜是一种采用钢板及型钢组合焊接而成的大型分节圆筒设备,以 20000 m3气柜为例,钢件总重约400t,并由导轨与导轮轮配合,实现塔节的自由升降(见图1),主要储存煤气、二氧化碳气、氮气等,起存储、缓冲、稳压作用
多年来,我公司在湿式螺旋气柜的施工中,总结了一套成熟的施工工艺,经应用, 取得了显著的经济效益和社会效益
1 特点本工法安装过程主要采用倒装法
此方法节约大型吊车的使用台班,使机械费用大大降低;并缩短施工工期
在施工中严格控制各预制组件的质量,并采取多项防止焊接变形措施,从而保证气柜的总体质量
2 适用范围本工法可适用于30000 m3 以下大中型湿式螺旋气柜的安装
3 工艺原理本工艺包含组件预制和安装两部分,其工艺原理有以下几点:3.1 预制件采用卷板机和多种自制胎具成形,严格控制组件几何尺寸
3.2 组件安装采取倒装法施工,利用群抱杆和倒链进行吊装,简便易行
3.3 采取卡具和合理的焊接顺序等技术措施,控制焊接变形量在允许范围内
2 3.4 采用煤油渗透、真空检漏、肥皂水检漏和射线探伤等方法,严格检查焊缝质量,确保其严密性
3.5 利用鼓风机充气的方法检验气柜各塔升降性能
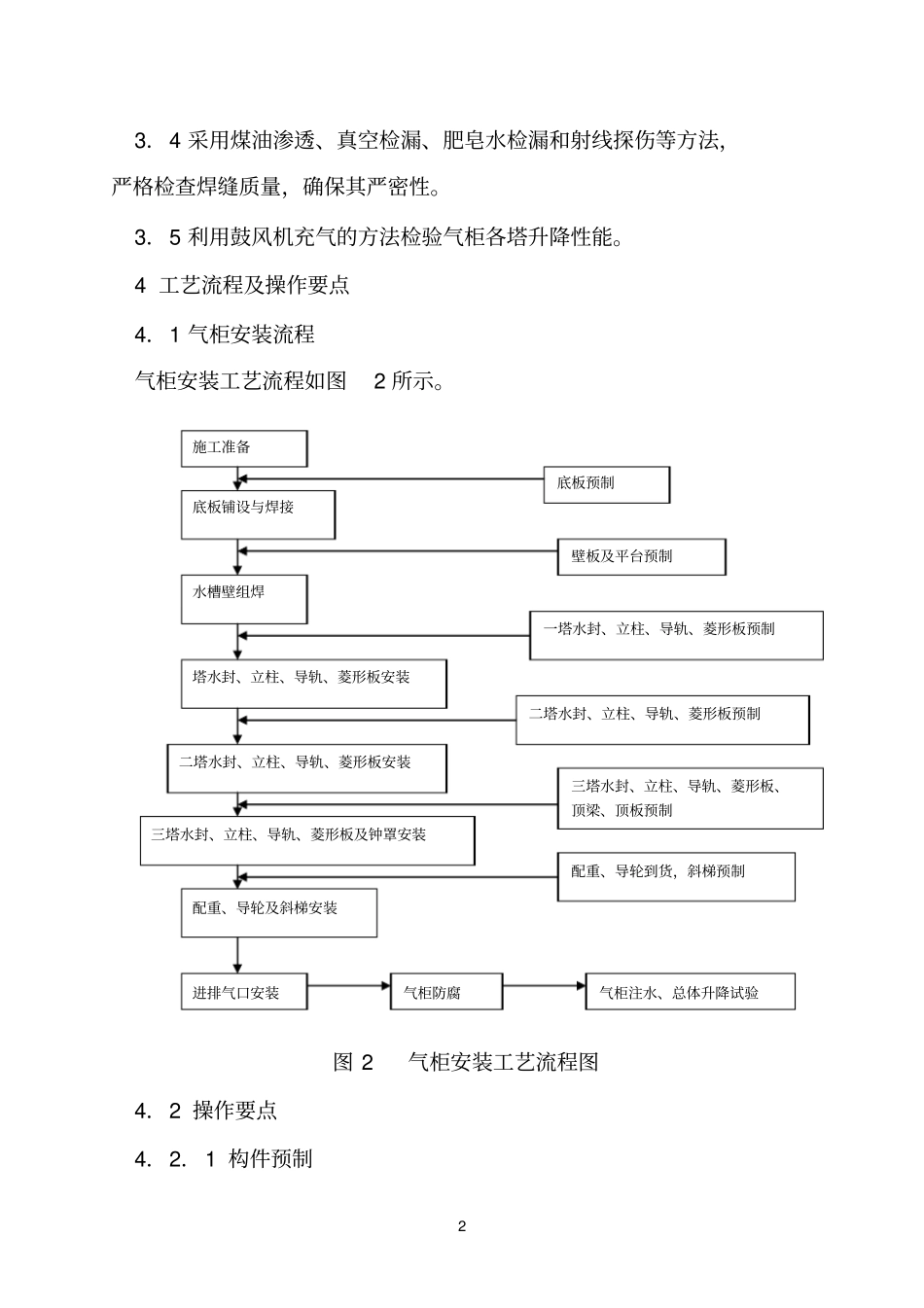
4 工艺流程及操作要点4.1 气柜安装流程气柜安装工艺流程如图2 所示
图 2 气柜安装工艺流程图4.2 操作要点4.2.1 构件预制施工准备底板铺设与焊接水槽壁组焊塔水封、立柱、导轨、菱形板安装二塔水封、立柱、导轨、菱形板安装三塔水封、立柱、导轨、菱形板及钟罩安装配重、导轮及斜梯安装进排气口安装底板预制壁板及平台预制一塔水封、立柱、导轨、菱形板预制二塔水封、立柱、导轨、菱形板预制三塔水封、立柱、导轨、菱形板、顶梁、顶板预制配重、导轮到货,斜梯预制气柜注水、总体升降试验气柜防腐3 为了提高安装质量和进度,在安装前,对底板、菱形块、水槽壁板、水封、导轨、立柱、