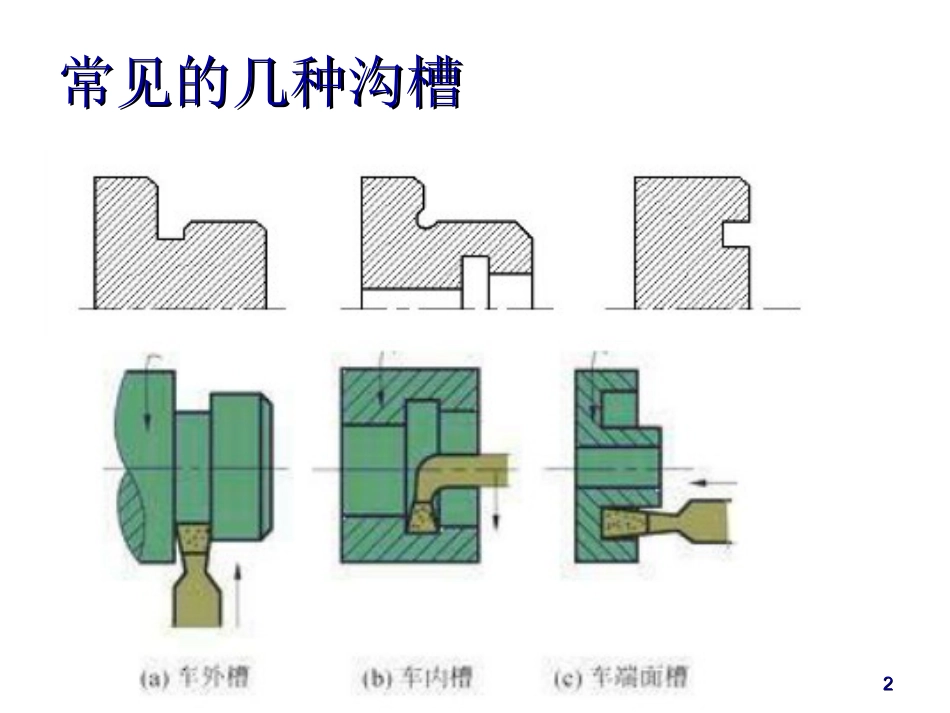
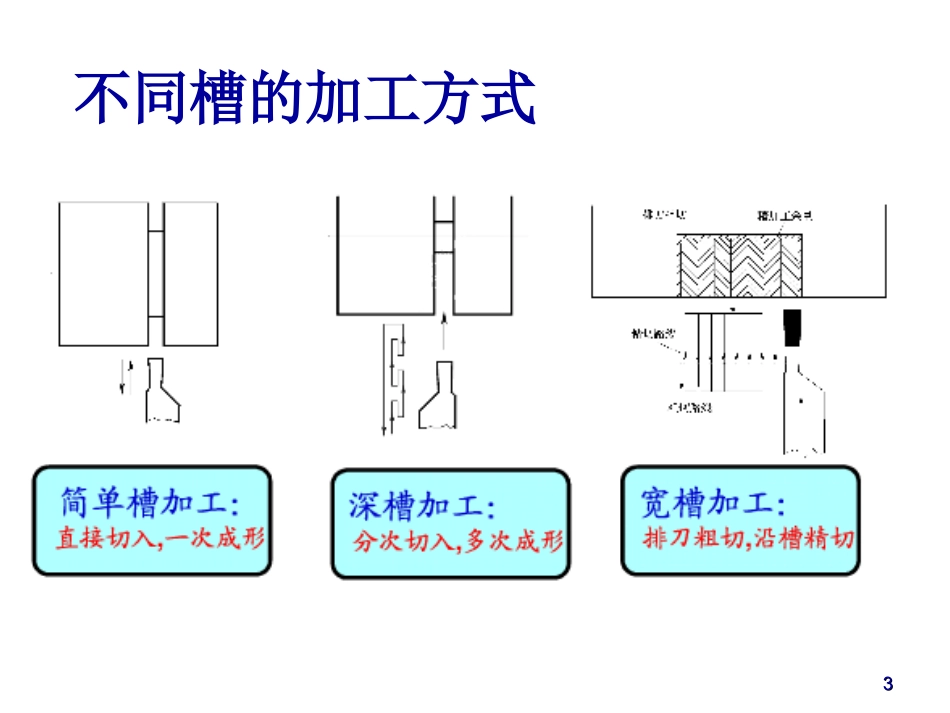
11切槽复合循环切槽复合循环常见的几种沟槽常见的几种沟槽2233不同槽的加工方式44切断、切槽刀具55宽槽6677G75切槽复合循环指令1)格式:G75R(e);G75XZP(△i)Q(△k)F;2)各地址含义:R(e)—退刀量XZ为槽的终点坐标(相对于起点)P(△i)---X向每次切深(无符号,半径值)Q(△k)----每完成一次径向切削后,在Z向的移动量,此值小于刀宽,无符号
8899•44)编程注意事项:)编程注意事项:•aa、、必须首先定义一个起点,如果你想从槽的左必须首先定义一个起点,如果你想从槽的左侧开始加工,则该起点在侧开始加工,则该起点在ZZ向等于左侧向等于左侧ZZ坐坐标,标,XX向略大于工件直径,右侧也是如此
向略大于工件直径,右侧也是如此
•bb、、ee应小于每次切深量
应小于每次切深量
•cc、、PQPQ的编程值以的编程值以0
001毫米(最小单位)毫米(最小单位)为单位
•dd、由于、由于G75G75是一个粗加工循环,因此在编程时是一个粗加工循环,因此在编程时槽的两侧和底部都要留有精加工余量,以便再用槽的两侧和底部都要留有精加工余量,以便再用G1G1指令进行精加工
指令进行精加工
•ee、循环结束后,刀具停留在起点
、循环结束后,刀具停留在起点
1010课堂练习课堂练习•用用5mm5mm宽的切槽刀加工(要求有精加工)宽的切槽刀加工(要求有精加工)1111•用用3mm3mm宽的切槽刀加工宽的切槽刀加工