模块一焊条电弧焊学习目标1
熟练掌握横焊的打底焊、填充焊和盖面焊操作方法
掌握V形坡口板对接横焊单面焊双面成形的操作方法
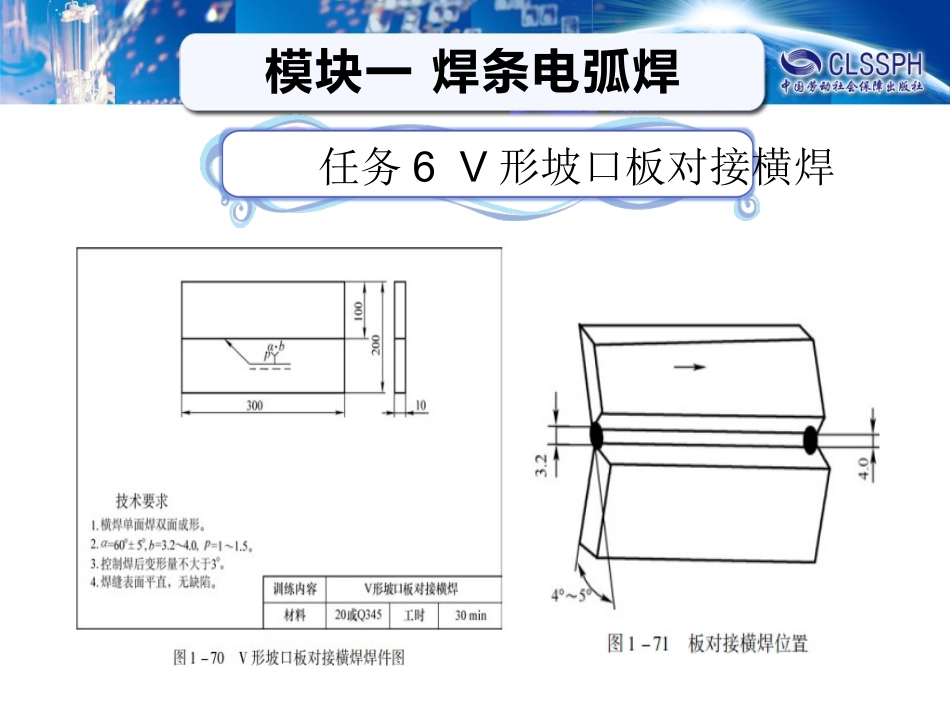
工作任务本任务要求完成如图1-70所示的V形坡口板对接横焊训练相关知识板对接横焊位置如图1-71所示
对接横焊单面焊双面成形时,通常先打底焊,再填充焊,最后盖面焊
任务6V形坡口板对接横焊模块一焊条电弧焊任务6V形坡口板对接横焊模块一焊条电弧焊1
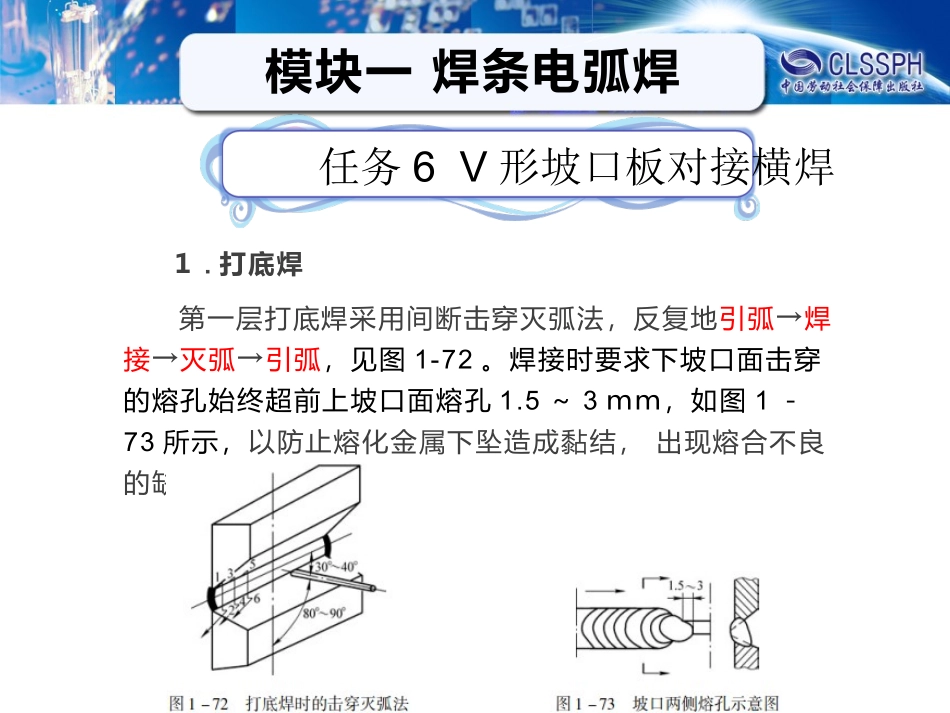
打底焊第一层打底焊采用间断击穿灭弧法,反复地引弧→焊接→灭弧→引弧,见图1-72
焊接时要求下坡口面击穿的熔孔始终超前上坡口面熔孔1
5~3mm,如图1-73所示,以防止熔化金属下坠造成黏结,出现熔合不良的缺陷
任务6V形坡口板对接横焊模块一焊条电弧焊2
填充焊填充层的焊接采用多层多道焊,每道焊道均采用直线或直线往复运条法,焊条前倾斜角为80°~85°,焊条角度如图1-74所示
任务6V形坡口板对接横焊模块一焊条电弧焊3
盖面焊盖面层的焊接也采用多道焊,焊条角度如图1-75所示
任务6V形坡口板对接横焊模块一焊条电弧焊一、焊前准备1
试件材料试件材料为20钢或Q345钢
试件尺寸300mm×100mm×10mm两块,60°V形坡口板,如图1-70所示
焊接材料E4315型或E5015型焊条烘焙350~400℃并恒温2h,随用随取
焊机ZX5-400型焊机或ZX7-400型焊机
任务6V形坡口板对接横焊模块一焊条电弧焊二、试件装配1
修磨钝边1~1
5mm,无毛刺
装配始端间隙为3
2mm,终端为4
0mm,错边量不大于1
采用与焊接试件相同材料的焊条,在试件坡口反面距两端20mm之内施焊,焊缝长度为10~15mm,并将试件固定在焊接支架上,使焊接坡口处于水平位置
始端处于左侧,坡口上边缘与焊工视线平齐
预置反变形量为4°~5°
任务6V形坡口板对接横焊模块一焊条电弧焊三、焊接