焊接工艺内容来源网络,由“深圳机械展(11 万㎡, 1100 多家展商,超10 万观众)” 收集整理
更多 cnc 加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D 打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展
一、 焊接接头的种类及接头型式焊接中,由于焊件的厚度、 结构及使用条件的不同, 其接头型式及坡口形式也不同
焊接接头型式有:对接接头、T 形接头、角接接头及搭接接头等
(一) 对接接头两件表面构成大于或等于135° ,小于或等于 180° 夹角的接头, 叫做对接接头
在各种焊接结构中它是采用最多的一种接头型式
钢板厚度在 6mm以下,除重要结构外,一般不开坡口
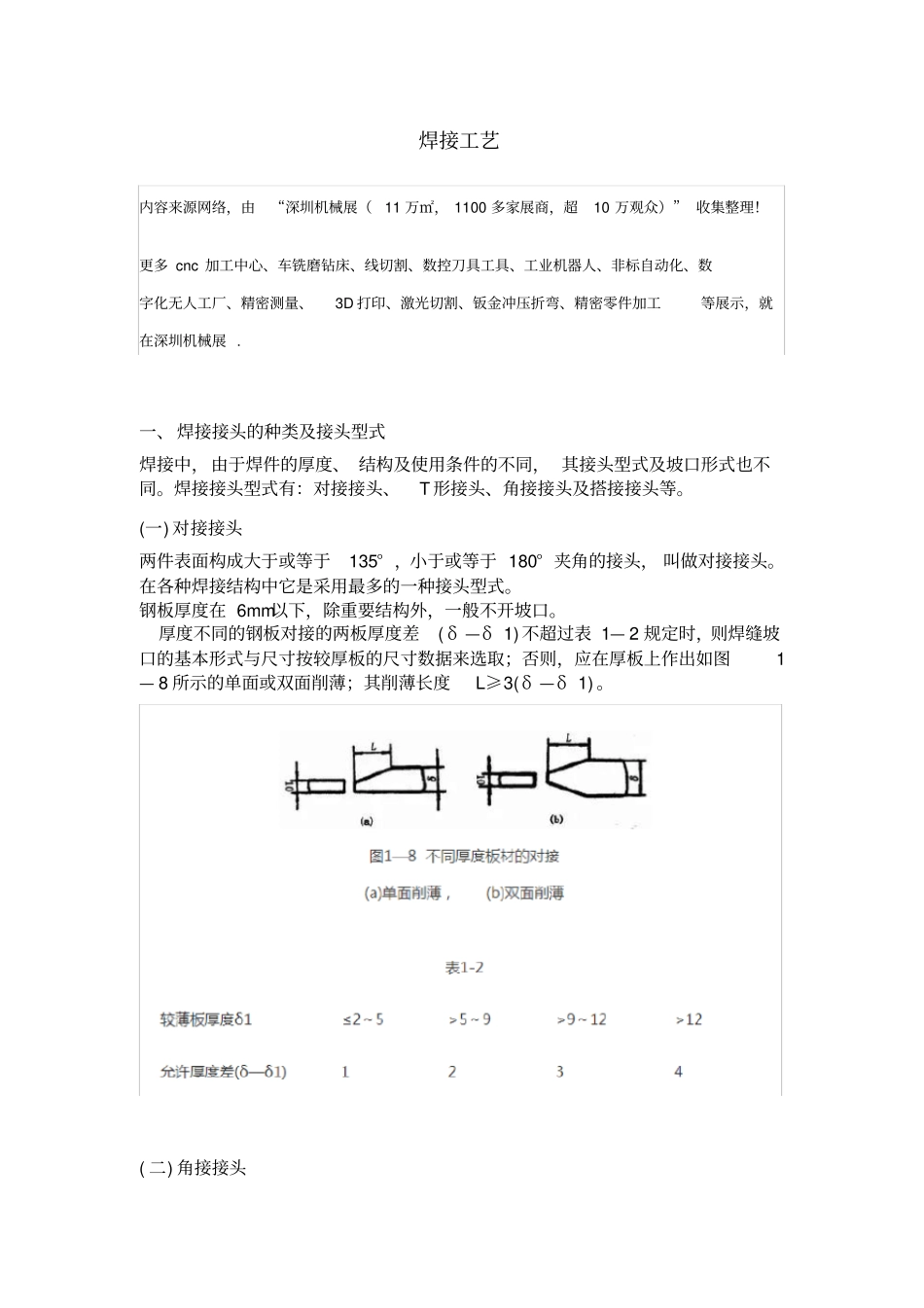
厚度不同的钢板对接的两板厚度差( δ —δ 1) 不超过表 1— 2 规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1— 8 所示的单面或双面削薄;其削薄长度L≥3( δ —δ 1)
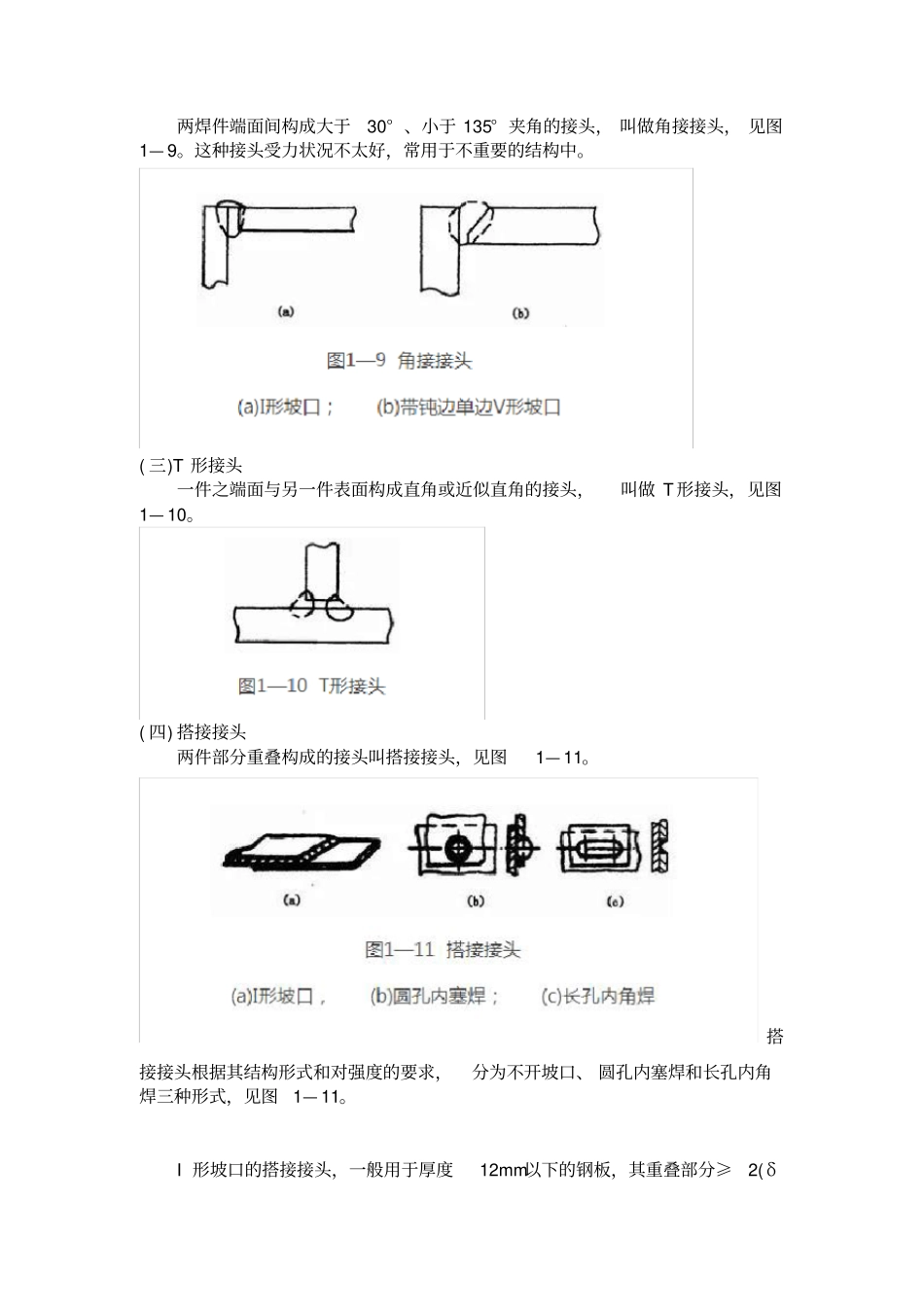
( 二) 角接接头两焊件端面间构成大于30° 、小于 135° 夹角的接头, 叫做角接接头, 见图1— 9
这种接头受力状况不太好,常用于不重要的结构中
( 三)T 形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做 T 形接头,见图1— 10
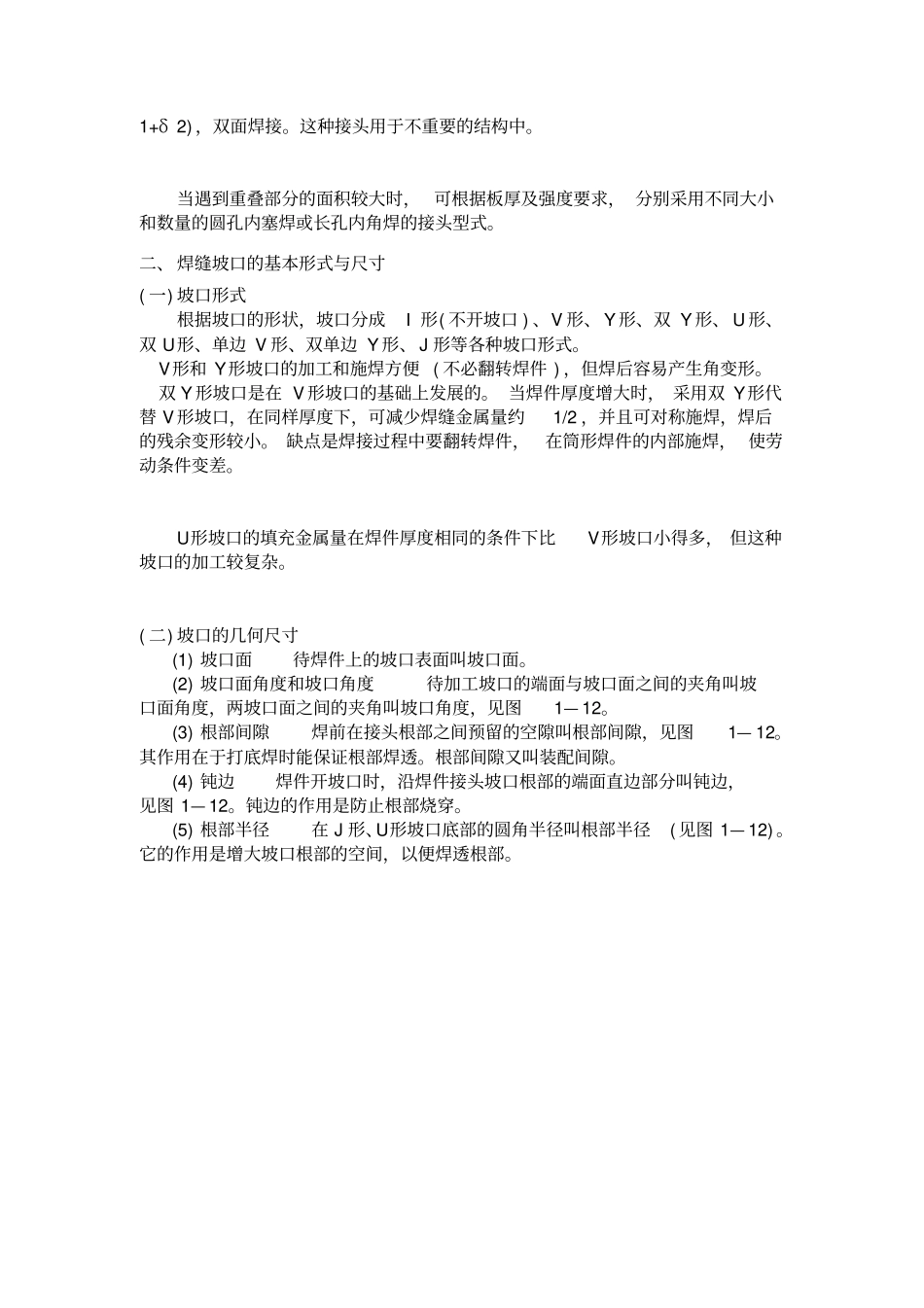
( 四) 搭接接头两件部分重叠构成的接头叫搭接接头,见图1— 11
搭接接头根据其结构形式和对强度的要求,分为不开坡口、 圆孔内塞焊和长孔内角焊三种形式,见图1— 11
I 形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2( δ1+δ 2) ,双面焊接
这种接头用于不重要的结构中
当遇到重叠部分的面积较大时, 可根据板厚及强度要求, 分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式
二、 焊缝坡口的基本形式与尺寸( 一) 坡口形式根据坡口的形状,