1编制说明大庆石化公司化肥厂合成氨装置扩能改造工程是由中国成达公司负责设计的老装置改造项目
该工程介质易燃易爆、 操作温度高、 压力高、焊接工艺复杂、工期紧、焊接任务量大,为确保工程质量,我们依据GB50236-98 标准,对管道焊接及注意事项作出指导、规定
(各类管道焊接参数见材质焊接工艺卡)
2编制依据◆ 施工图纸◆ 《工业金属管道工程施工及验收规范》GB50235-97 ◆ 《现场设备、工业管道焊接工程施工及验收规范》GB50236-98 ◆ 《钢制压力容器焊接工艺评定》JB4708-2000 ◆ 焊接工艺评定报告: PQR02-11、LQ-02-01、续 A07 PQR02-05、HP03-1 3管道组对及焊接3
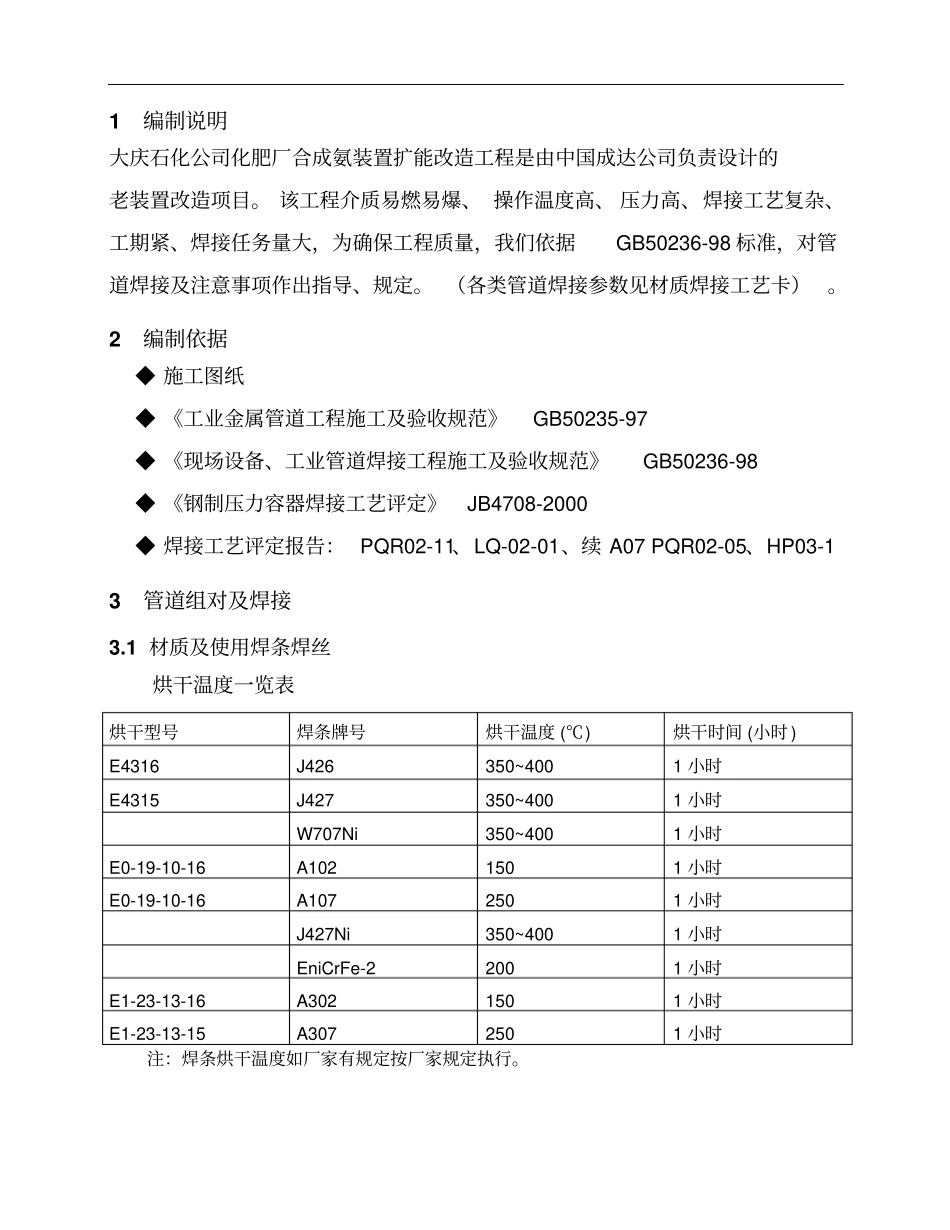
1 材质及使用焊条焊丝烘干温度一览表烘干型号焊条牌号烘干温度 (℃) 烘干时间 (小时 ) E4316 J426 350~400 1 小时E4315 J427 350~400 1 小时W707Ni 350~400 1 小时E0-19-10-16 A102 150 1 小时E0-19-10-16 A107 250 1 小时J427Ni 350~400 1 小时EniCrFe-2 200 1 小时E1-23-13-16 A302 150 1 小时E1-23-13-15 A307 250 1 小时注:焊条烘干温度如厂家有规定按厂家规定执行
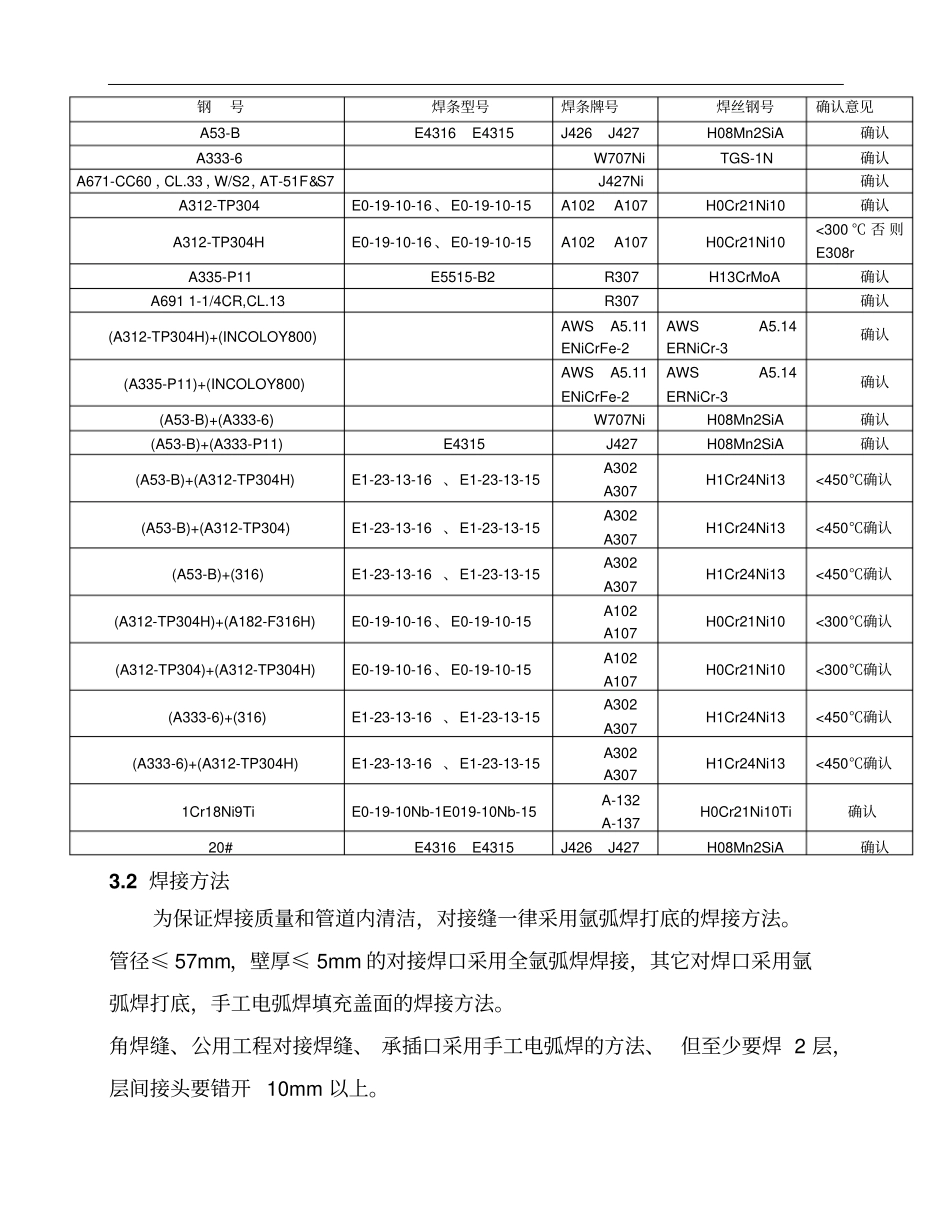
钢号焊条型号焊条牌号焊丝钢号确认意见A53-B E4316 E4315 J426 J427 H08Mn2SiA 确认A333-6 W707Ni TGS-1N 确认A671-CC60 ,CL
33 ,W/S2,AT-51F&S7 J427Ni 确认A312-TP304 E0-19-10-16 、E0-19-10-15 A102 A107 H0Cr21Ni10 确认A312-TP304H E0-19-10-16 、E0-19-