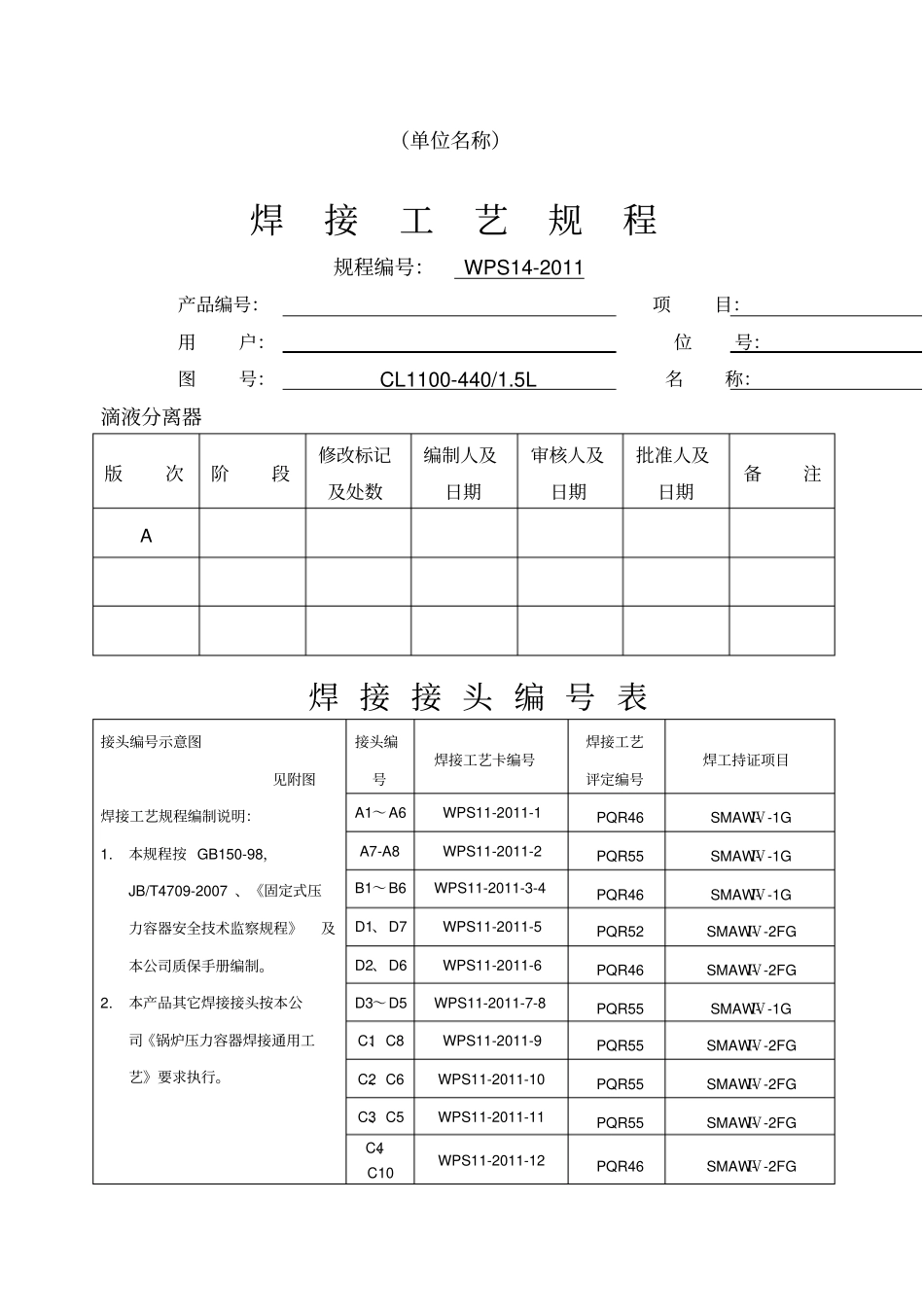
(单位名称)焊接工艺规程规程编号:WPS14-2011 产品编号:项目:用户:位号:图号:CL1100-440/1
5L名称:滴液分离器版次阶段修改标记及处数编制人及日期审核人及日期批准人及日期备注A 焊 接 接 头 编 号 表接头编号示意图见附图焊接工艺规程编制说明:1
本规程按 GB150-98,JB/T4709-2007 、《固定式压力容器安全技术监察规程》及本公司质保手册编制
本产品其它焊接接头按本公司《锅炉压力容器焊接通用工艺》要求执行
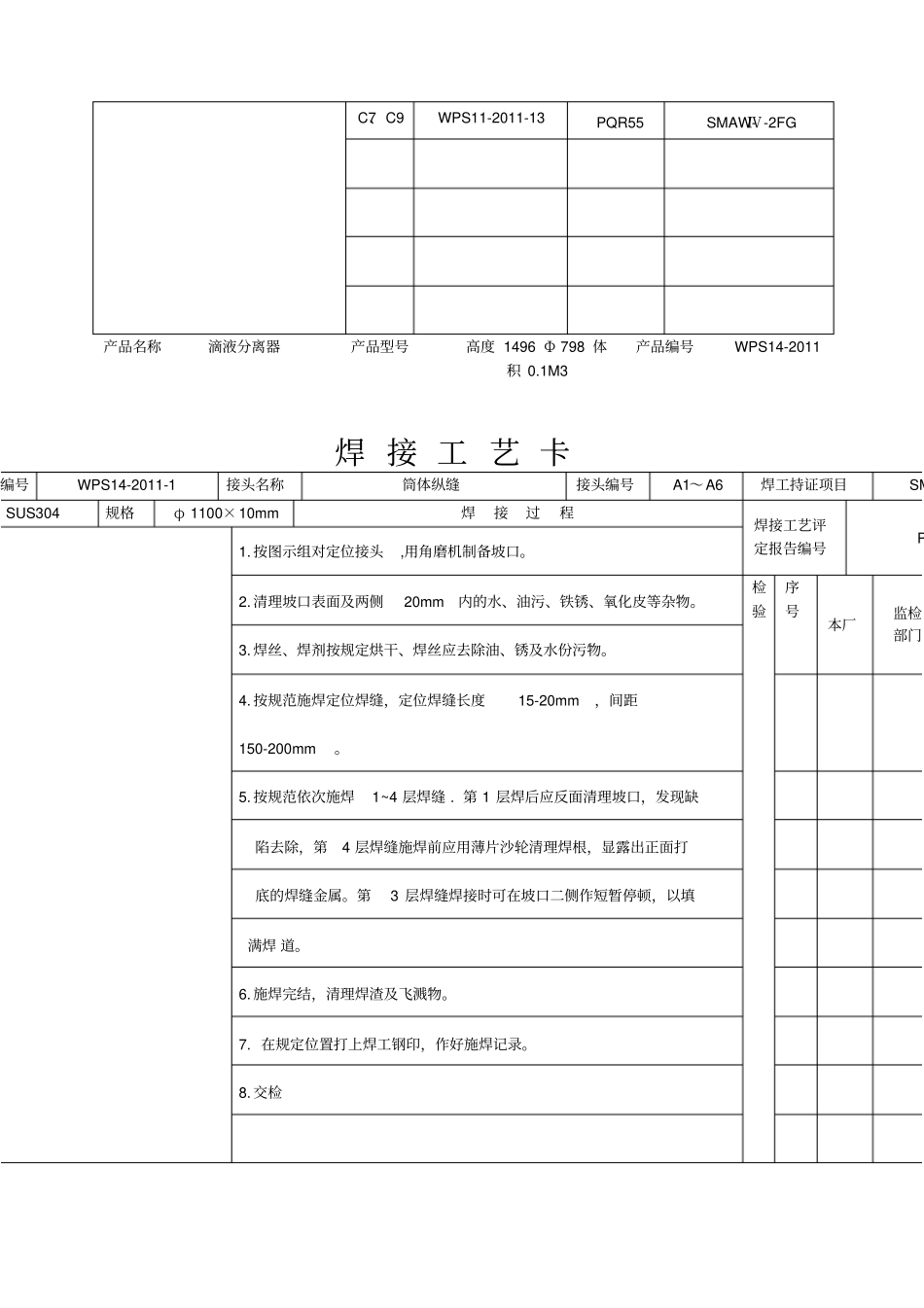
接头编号焊接工艺卡编号焊接工艺评定编号焊工持证项目A1~A6 WPS11-2011-1 PQR46 SMAW-Ⅳ-1GA7-A8 WPS11-2011-2 PQR55 SMAW-Ⅳ-1GB1~B6 WPS11-2011-3-4 PQR46 SMAW-Ⅳ-1GD1、D7 WPS11-2011-5 PQR52 SMAW-Ⅳ-2FGD2、D6 WPS11-2011-6 PQR46 SMAW-Ⅳ-2FGD3~D5 WPS11-2011-7-8 PQR55 SMAW-Ⅳ-1GC1、C8 WPS11-2011-9 PQR55 SMAW-Ⅳ-2FGC2、C6 WPS11-2011-10 PQR55 SMAW-Ⅳ-2FGC3、C5 WPS11-2011-11 PQR55 SMAW-Ⅳ-2FGC4、C10 WPS11-2011-12 PQR46 SMAW-Ⅳ-2FGC7、C9 WPS11-2011-13 PQR55 SMAW-Ⅳ-2FG产品名称滴液分离器产品型号高度 1496 Ф 798 体积 0
1M3 产品编号WPS14-2011 焊 接 工 艺 卡编号WPS14-2011-1 接头名称筒体纵缝接头编号A1~A6 焊工持证项目SMSUS304 规格φ 1100×10mm 焊接过程焊接工艺评定报告编号P1
按图示组对定位接头,用角磨机制备坡