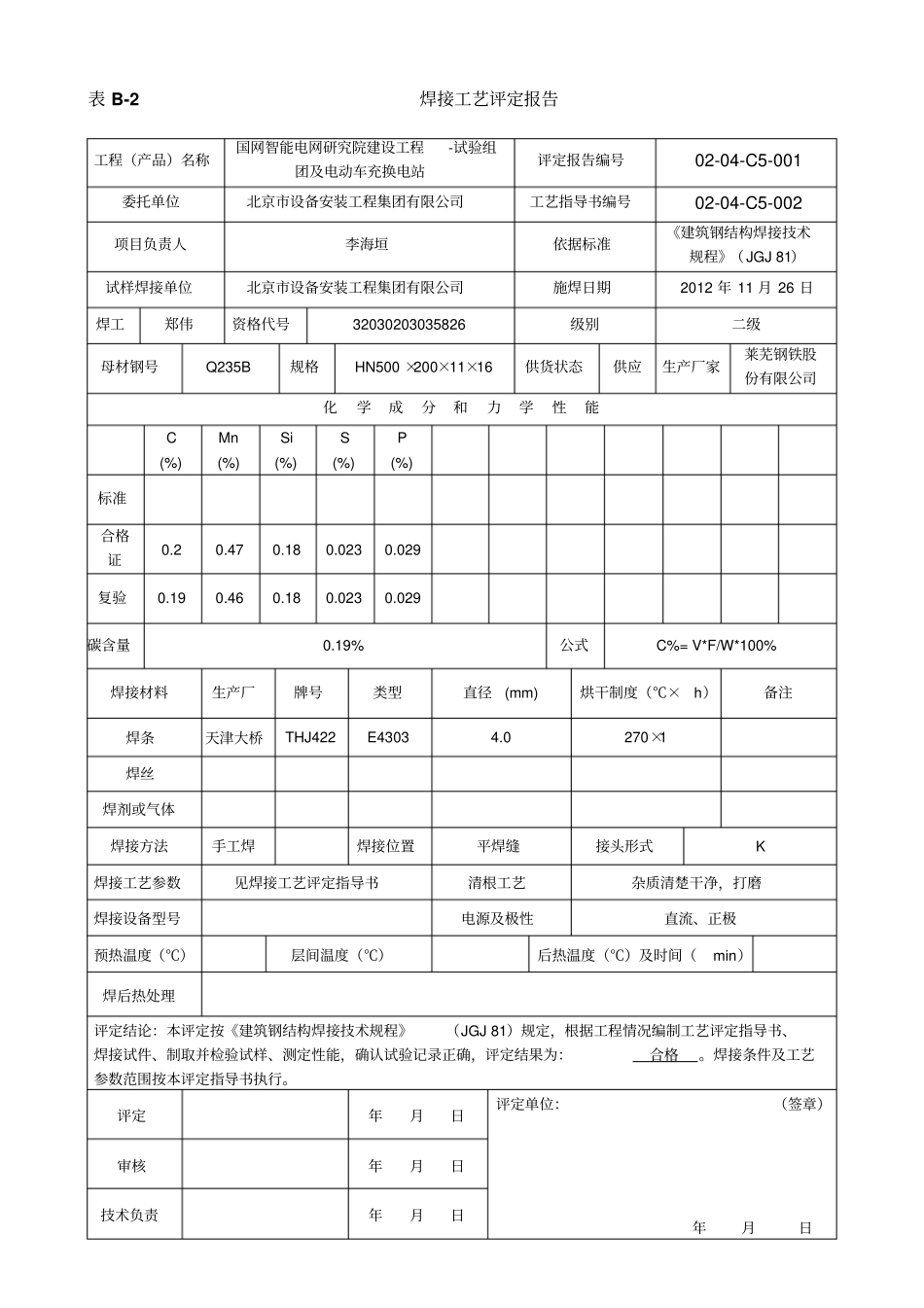
钢结构焊接工艺评定报告编号:02-04-C5-001 编制:郑彬焊接责任技术人员:郑伟批准:张建刚单位: 北京市设备安装工程集团有限公司日期:2012 年11 月25 日表 B-1 焊接工艺评定报告目录序号报告名称报告编号页数1 焊接工艺评定报告1 2 焊接工艺评定指导书1 3 焊接工艺评定记录表1 4 焊接工艺评定检验结果1 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表 B-2 焊接工艺评定报告工程(产品)名称国网智能电网研究院建设工程-试验组团及电动车充换电站评定报告编号02-04-C5-001委托单位北京市设备安装工程集团有限公司工艺指导书编号02-04-C5-002项目负责人李海垣依据标准《建筑钢结构焊接技术规程》(JGJ 81)试样焊接单位北京市设备安装工程集团有限公司施焊日期2012 年 11 月 26 日焊工郑伟资格代号32030203035826 级别二级母材钢号Q235B 规格HN500 ×200×11×16供货状态供应生产厂家莱芜钢铁股份有限公司化学成分和力学性能C (%) Mn (%) Si (%) S (%) P (%) 标准合格证0
029 复验0
029 碳含量0
19% 公式C%= V*F/W*100% 焊接材料生产厂牌号类型直径(mm) 烘干制度(℃×h)备注焊条天津大桥THJ422 E4303 4
0 270×1焊丝焊剂或气体焊接方法手工焊焊接位置平焊缝接头形式K 焊接工艺参数见焊接工艺评定指导书清根工艺杂质清楚干净,打磨焊接设备型号电源及极性直流、正极预热温度(℃)层间温度(℃)后热温度(℃)及时间(min)焊后热处理评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ 81)规定,根据工程情况编制工艺评定指导书、