第一节焊接施工方案及工艺措施(一) 焊接专业施工总体安排1、 工程主要特点1
1 焊接作业主要特点本机组为1000MW 超超临界机组,焊接工程量大(受监焊口数量);中高合金焊口比例大; T/P91 、T/P92 焊口量相当大;结构焊接合金件较多,密封焊接量大,要求严格
T/P92 钢材在本机组的大量使用,这种钢材属马氏体热强钢,其焊接性较差,对焊接工艺要求极高
2 热处理作业主要特点机组中需要经焊后热处理的焊口多,壁厚大,所涉及的部件的焊口遍布机组炉、机的各个部位,所以在焊接热处理的施工上一定要调度合理、施工过程有序、规范,做到机械、材料的利用率上升、耗损率下降,确保焊接工程的顺利施工
2、 焊接施工原则(1) 焊接时尽量减少热输出量和尽量减少填充金属;(2) 地面组合焊接应合理分配各个组对单元,并进行合理组对焊接;(3) 密集管排及中大径管道采用双人对称焊接;(4) 位于构件刚性最大的部位最后焊接;(5) 由中间向两侧对称焊接;(6) 结构焊接先焊短焊缝,后焊长焊缝;(7) 当存在焊接应力时,先焊拉应力区,后焊剪应力和压应力区;(8) 膜式壁焊接采用分段退焊法
3、 总体工程安排焊接专业独立管理,主要配合锅炉、汽机等专业焊接施工需求
针对焊接专业特点,拟采取以下安排
(1) 建立健全焊接质量管理机构,制定质检人员岗位责任制
焊接、热处理施工按照公司质量体系文件规定的程序、有关规程规范、合同文件及监理的要求进行施工、检查验收
(2) 焊接施工前,工程技术人员对焊接施工基础资料的前期准备,对现场焊接人员资质的认证和焊前考核,以及对现场将投入使用的焊接机械及热处理设备等的检查、校验及标定
(3) 焊接施工前,建立二级焊条库,库内设置的烘干箱、恒温箱数量满足工程使用、并配备除湿器、电暖器、空调等设施
地面铺设防潮材料,保持库内温湿度在标准范围内
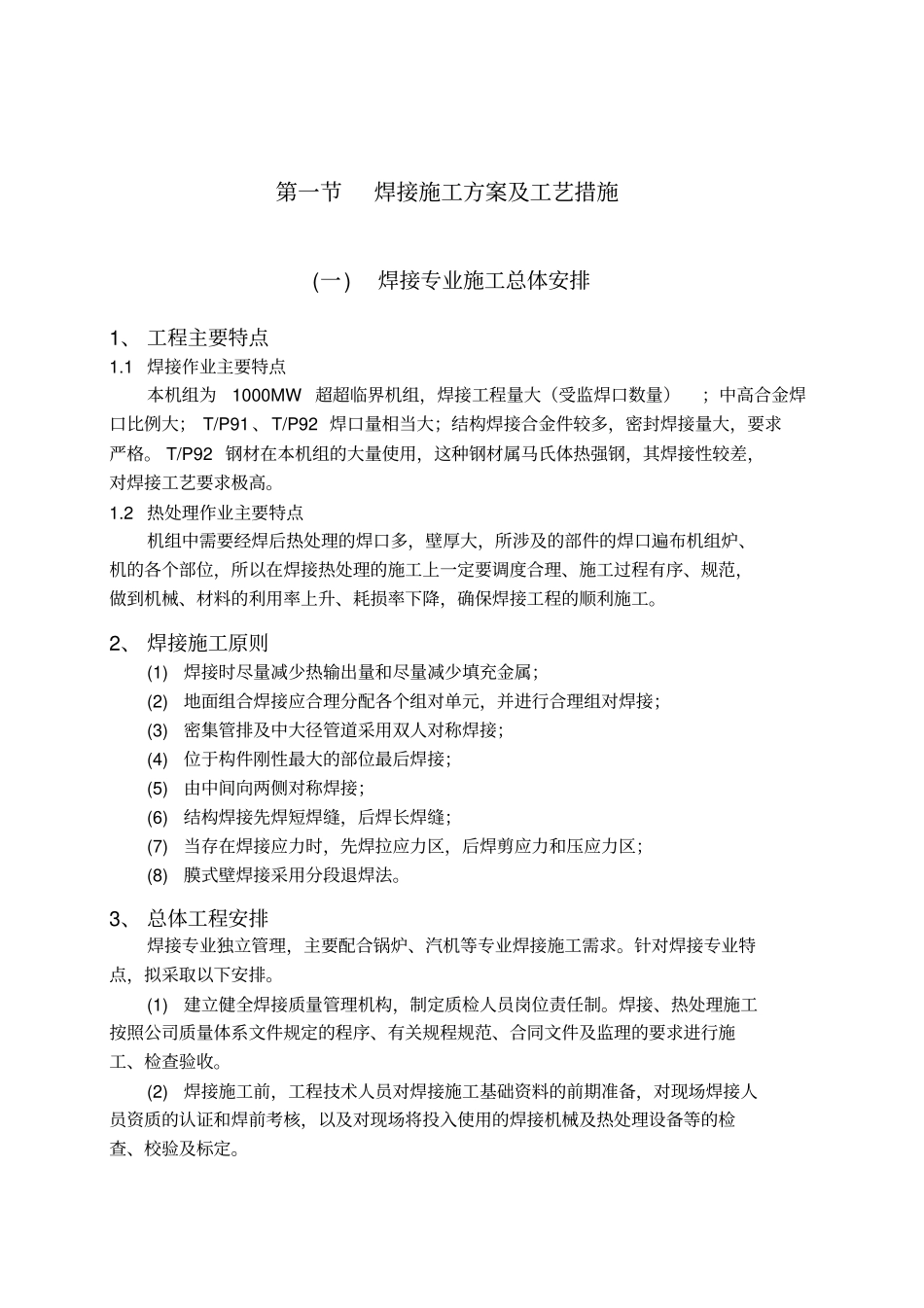
(4) 本工程受热面管子全部