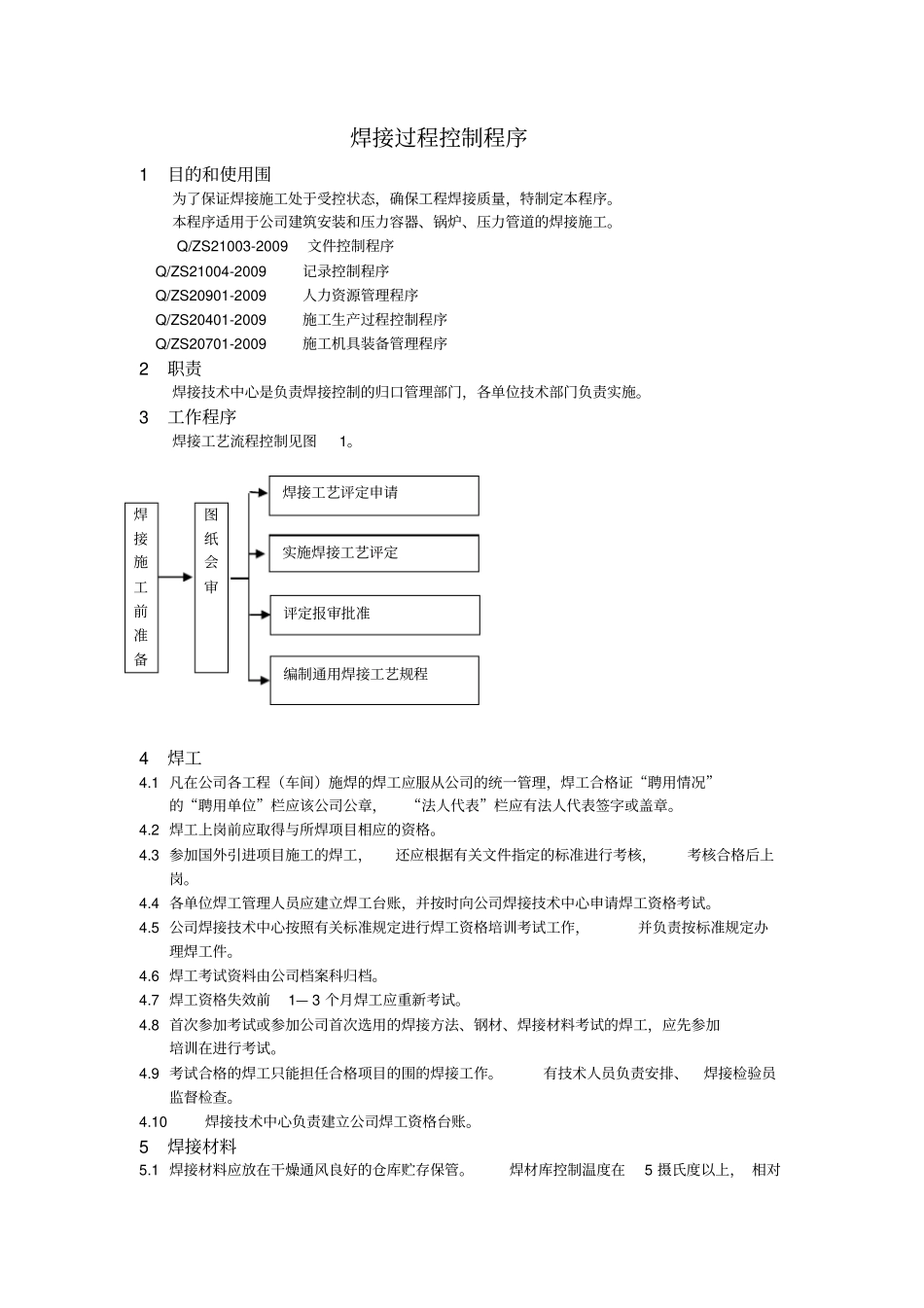
焊接过程控制程序1 目的和使用围为了保证焊接施工处于受控状态,确保工程焊接质量,特制定本程序。本程序适用于公司建筑安装和压力容器、锅炉、压力管道的焊接施工。Q/ZS21003-2009 文件控制程序 Q/ZS21004-2009 记录控制程序 Q/ZS20901-2009 人力资源管理程序 Q/ZS20401-2009 施工生产过程控制程序 Q/ZS20701-2009 施工机具装备管理程序2职责焊接技术中心是负责焊接控制的归口管理部门,各单位技术部门负责实施。3工作程序焊接工艺流程控制见图1。焊接施工前准备图纸会审4焊工4.1 凡在公司各工程(车间)施焊的焊工应服从公司的统一管理,焊工合格证“聘用情况”的“聘用单位”栏应该公司公章,“法人代表”栏应有法人代表签字或盖章。4.2 焊工上岗前应取得与所焊项目相应的资格。4.3 参加国外引进项目施工的焊工,还应根据有关文件指定的标准进行考核,考核合格后上岗。4.4 各单位焊工管理人员应建立焊工台账,并按时向公司焊接技术中心申请焊工资格考试。4.5 公司焊接技术中心按照有关标准规定进行焊工资格培训考试工作,并负责按标准规定办理焊工件。4.6 焊工考试资料由公司档案科归档。4.7 焊工资格失效前1— 3 个月焊工应重新考试。4.8 首次参加考试或参加公司首次选用的焊接方法、钢材、焊接材料考试的焊工,应先参加培训在进行考试。4.9 考试合格的焊工只能担任合格项目的围的焊接工作。有技术人员负责安排、焊接检验员监督检查。4.10焊接技术中心负责建立公司焊工资格台账。5焊接材料5.1 焊接材料应放在干燥通风良好的仓库贮存保管。焊材库控制温度在5 摄氏度以上, 相对实施焊接工艺评定焊接工艺评定申请评定报审批准编制通用焊接工艺规程湿度在 60%以下,并做记录。5.2 焊条、焊剂使用前应按产品说明书的规定由焊材烘干人员进行烘烤。5.3 焊材保管人员发现焊条出现受潮、生锈、药皮脱落应报告有关人员,对焊条质量进行再确认。5.4 焊条烘干时禁止将焊条突然放进高温炉或从高温炉中突然取出冷却,防止焊条因骤热骤冷而产生药皮开裂。5.5 焊条烘干时应填写记录,先烘干的焊条应先发放使用。5.6 施工班组依据生产计划提前一至二天填写焊接材料预约单并交烘干室预约、烘干焊条。焊工凭焊材预约单在焊接时领取焊接材料。5.7 焊接材料发放及焊工领取焊条时,必须核对焊材牌号,确实相符后,在焊接材料发放记录上相互签字认可。6焊接设备6.1 焊接设备及焊条烘干设备的操作人员应根据设备维护、保养控制程序及...