1 一、目的:指导产线正确进行焊线作业,以达到保证产品品质、提高产品良率之目的
二、适用范围:适用于本公司所有焊线作业
三、权责:3-1 、生产部依此文件作业
3-2、品保部依此文件稽查
四、原材料及设备:1
固晶站银胶烘烤完成之半成品 2
镊子五、内容:A、焊线前准备工作: 1
准备待焊线之半成品,并认真核对型号、生产指令单以及焊线半成品
检查焊线机电源插头是否插好, 电源电压是否正常 ; 气管连接是否良好, 气压是否正常 ; 情况正常 , 开机
打开焊线机电源、开启加热系统、灯光、真空泵电源,保证气压在
开机后,工作运行轨道能否运作完好、检查运行时料盒位置是否恰当、检查金线与劈刀安装情况是否良好
B、焊线作业: 1、准备工作 OK后,开始编写焊线程序及调整焊接参数
2、编写程序:①、做支架、晶片对点及相应PR、编写晶片与支架的连接线
②、测量晶片、支架相对高度、编写打线方式
③、修改焊接参数
3、开始打线,进行正常作业
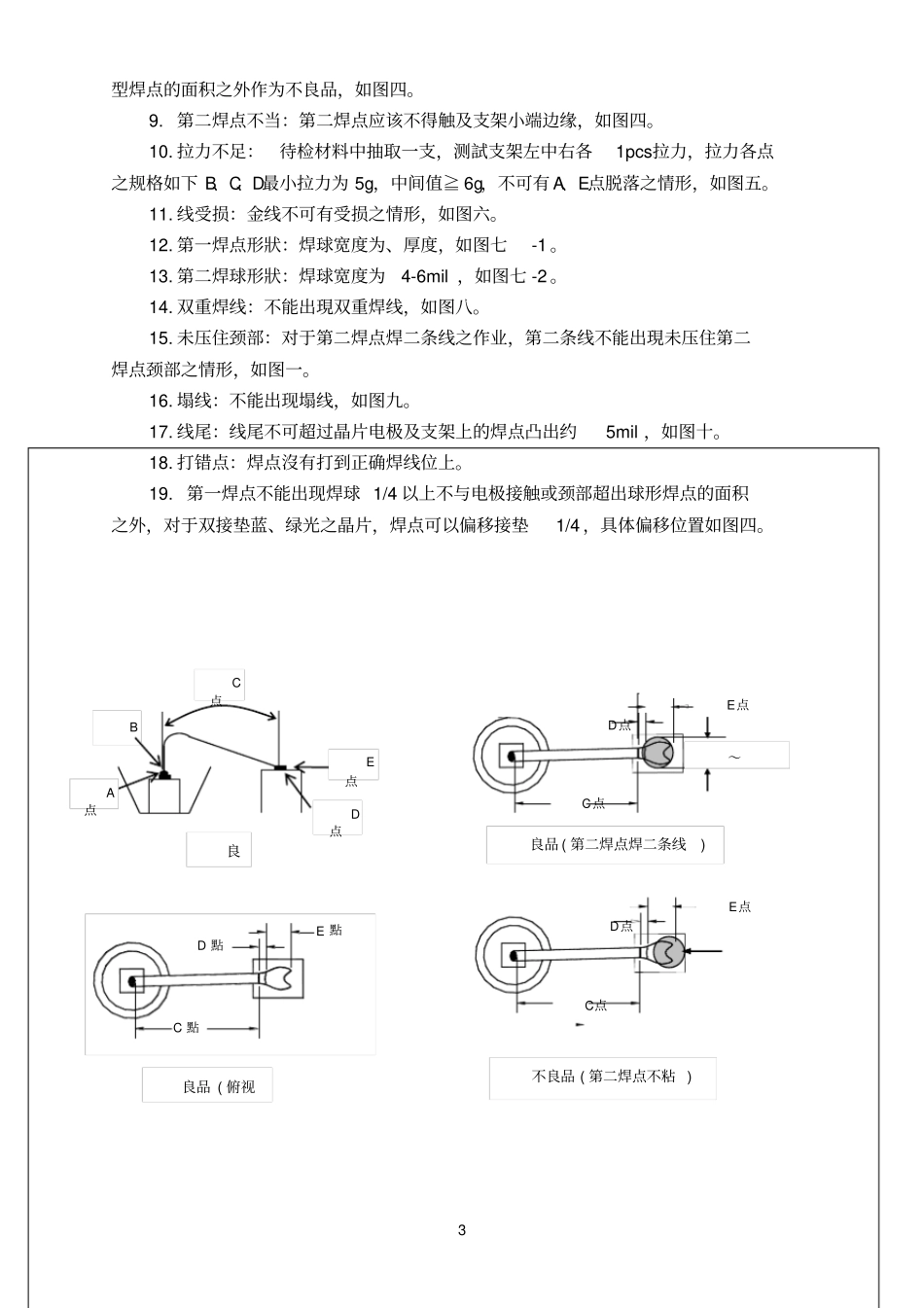
4、通过第 2 项设定后,先用手动方式焊线再用放大镜检查焊点、拉力、弧度是否符合如下要求: A、第一焊点位置正好为晶片焊盘中心位置、不能超出焊盘, 焊点大小为宽度,呈球状
第二焊点为线径的4-6mil 宽度,且呈铲子状
(第二焊点要加金球,或者采用偏移打法)
B、在焊过程中要避免出现假焊、漏焊、偏焊、倒线、焊破晶片、焊点烂、杂线、线尾长、弧度跨度不在规定范围之内等不良现象
C、拉力管控:金线拉力值需≥6g, 金线拉力值需≥ 6g,金线拉力值需≥ 8g
5、待通过第 4 项确认正确后,机器转入自动状态作业
6、焊线完毕自动退料,小心取下,在流程单填写工号转下道工序
注意事项:1、操作员持证上岗,作业时必须戴防静电指套、静电环,严禁用手直