下载后可任意编辑节能门窗设备配置方案( 方案产能: 年产 5 万平方米铝塑门窗) 项目编号: -03-2 4工程名称: 节能门窗有限公司 提供单位: 济南德旺数控机器有限公司 联系人: 二、 铝塑门窗生产流程图A
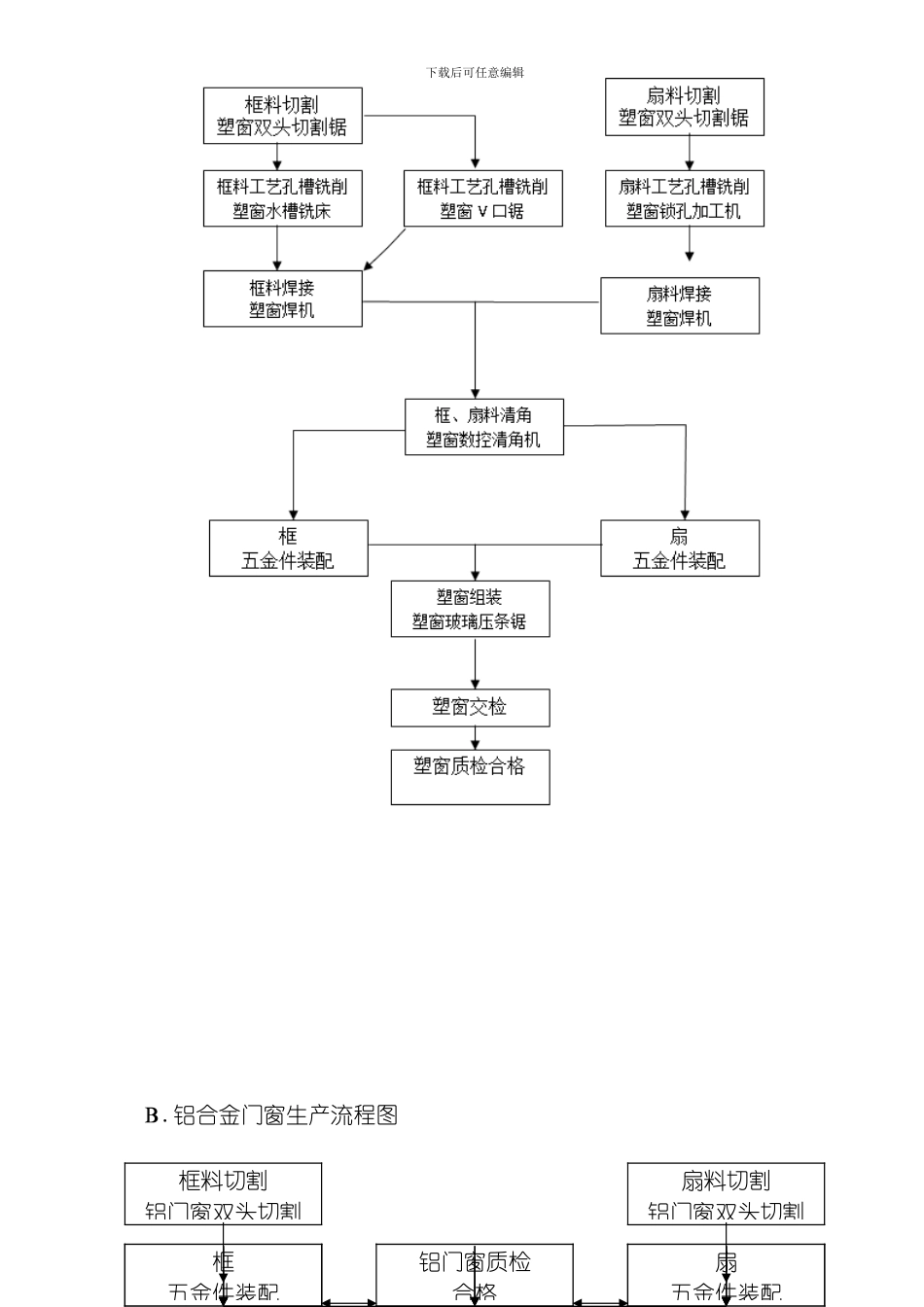
塑料门窗生产流程下载后可任意编辑B
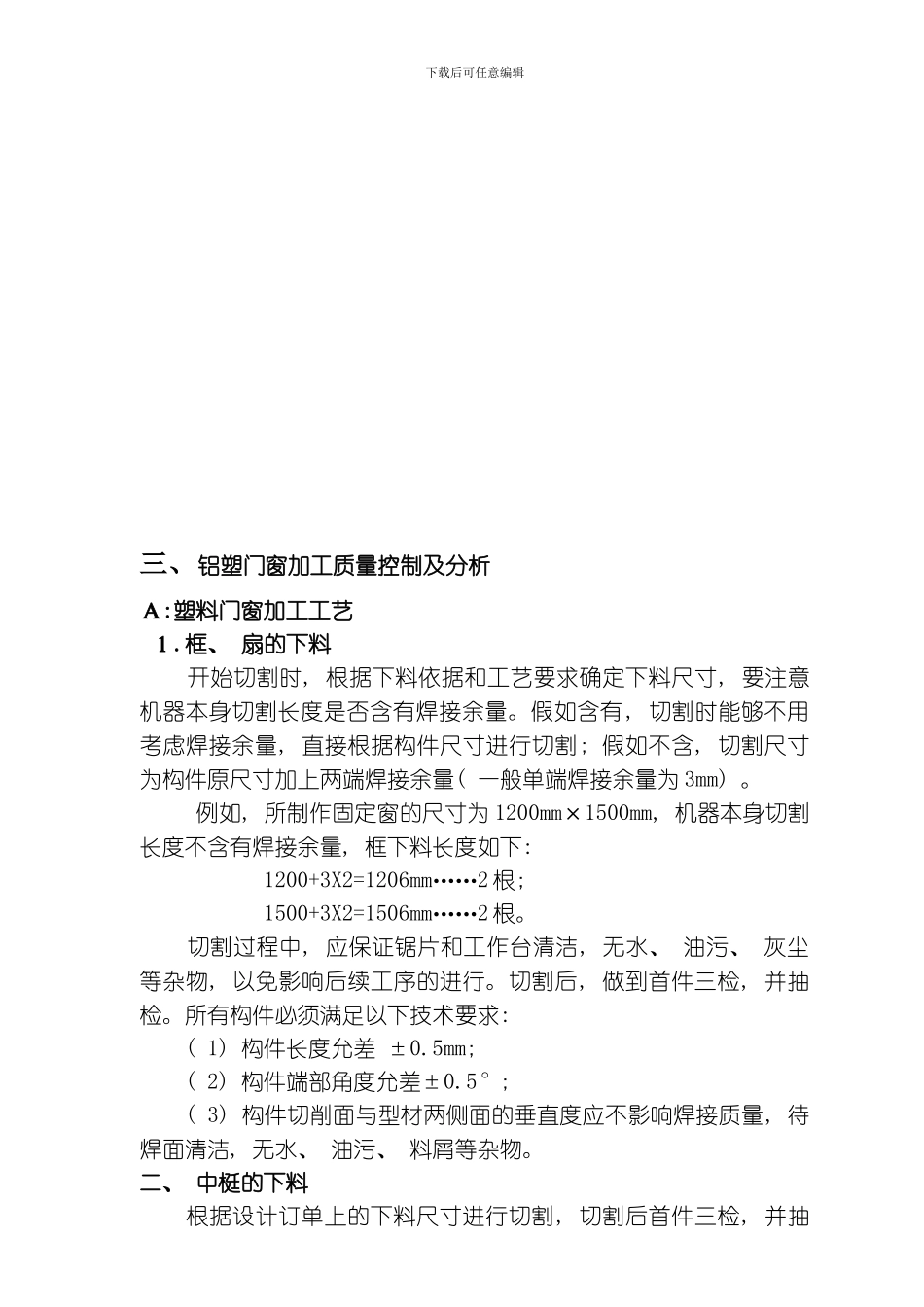
铝合金门窗生产流程图框料切割铝门窗双头切割扇料切割铝门窗双头切割框料工艺孔槽铣削框扇料工艺孔槽铣削扇料工艺孔槽铣削框料中梃断面铣削扇料欧式锁孔槽铣削框、 扇料角码切割框料组角单( 双) 组份 PU扇料组角单( 双) 组份 PU框料组角铝门窗组角机扇料组角铝门窗组角机框五金件装配扇五金件装配铝门窗组装铝型材玻璃压条铝门窗交检铝门窗质检合格下载后可任意编辑三、铝塑门窗加工质量控制及分析A:塑料门窗加工工艺1
框、 扇的下料 开始切割时, 根据下料依据和工艺要求确定下料尺寸, 要注意机器本身切割长度是否含有焊接余量
假如含有, 切割时能够不用考虑焊接余量, 直接根据构件尺寸进行切割; 假如不含, 切割尺寸为构件原尺寸加上两端焊接余量( 一般单端焊接余量为 3mm)
例如, 所制作固定窗的尺寸为 1200mm×1500mm, 机器本身切割长度不含有焊接余量, 框下料长度如下: 1200+3X2=1206mm……2 根; 1500+3X2=1506mm……2 根
切割过程中, 应保证锯片和工作台清洁, 无水、 油污、 灰尘等杂物, 以免影响后续工序的进行
切割后, 做到首件三检, 并抽检
所有构件必须满足以下技术要求: ( 1) 构件长度允差 ±0
5mm; ( 2) 构件端部角度允差±0
5°; ( 3) 构件切削面与型材两侧面的垂直度应不影响焊接质量, 待焊面清洁, 无水、 油污、 料屑等杂物
二、 中梃的下料根据设计订单上的下料尺寸进行切割, 切割后首件三检, 并抽下载后可任意编辑检, 构件应满足以下技术要求( 中梃锯除外)