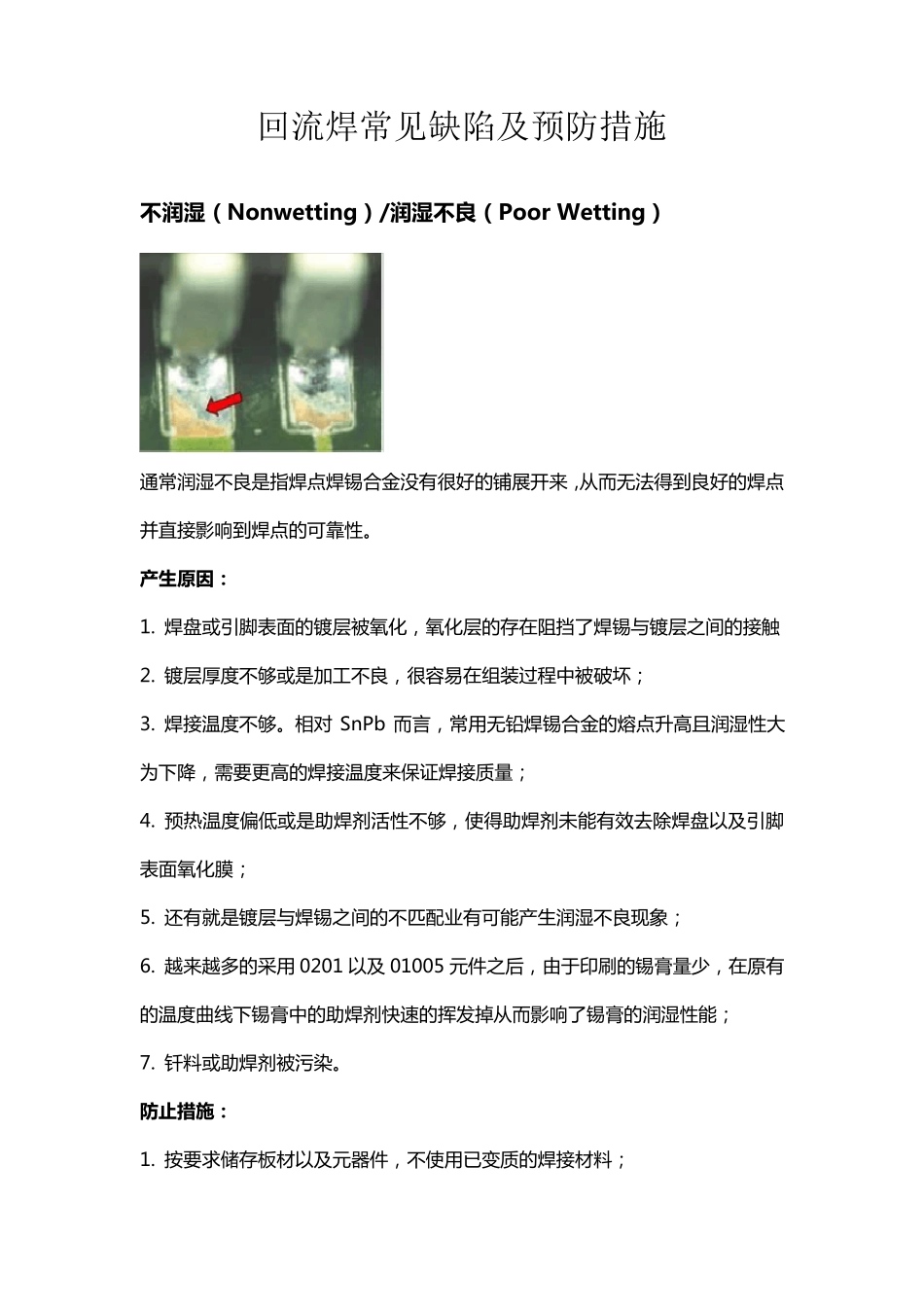
电 子 装 联 工 艺 学 习报告 班级:04091202 学 号:04091171 姓名:冯 树 飞 完成时间:2012/6/26 回流焊常见缺陷及预防措施 不润湿(Nonwetting)/润湿不良(Poor Wetting) 通 常 润 湿 不 良 是 指 焊 点 焊 锡 合 金 没 有 很 好 的 铺 展 开 来 , 从 而 无 法 得 到 良 好 的 焊 点并 直 接 影 响 到 焊 点 的 可 靠 性
产生原因: 1
焊 盘或引脚表面的 镀层被氧化, 氧化层的 存在阻挡了焊 锡 与镀层之间的 接 触 2
镀层厚度不 够或是 加工不 良 , 很 容易在组装过程中被破坏; 3
焊 接 温度不 够
相对 SnPb 而 言, 常 用无 铅焊 锡 合 金 的 熔点 升高且润 湿 性 大为下降, 需要更高的 焊 接 温度来 保证焊 接 质量; 4
预热温度偏低或是 助焊 剂活性 不 够, 使得 助焊 剂未能有 效去除焊 盘以及引脚表面氧化膜; 5
还有 就是 镀层与焊 锡 之间的 不 匹配业有 可 能产生润 湿 不 良 现象; 6
越来 越多的 采用 0201 以及 01005 元件之后, 由于印刷的 锡 膏量少, 在原有的 温度曲线下锡 膏中的 助焊 剂快速的 挥发掉从 而 影 响 了锡 膏的 润 湿 性 能; 7
钎料或助焊 剂被污染
防止措施: 1
按要求储存板材以及元器件, 不 使用已变质的 焊 接 材料; 2
选 用 镀 层 质 量 达 到 要 求 的 板 材
一 般 说 来 需 要 至 少 5μm 厚 的 镀 层 来 保 证 材 料12 个 月 内 不 过 期 ; 3
焊 接 前 黄 铜 引 脚 应 该 首 先 镀 一 层1~ 3μm 的 镀 层 , 否 则 黄 铜 中 的Zn 将 会 影响 到 焊 接 质 量 ; 4
合 理 设 置