1 1-4 特殊条件焊接裂纹特殊条件焊接裂纹,主要讨论:层状撕裂,低温下焊接时的裂纹,水下焊接时的裂纹
层状撕裂:层状撕裂 ---- 厚板结构焊接时,由于Z 向(板厚方向)受力而致使沿其的轧层产生开裂的现象,谓之层状撕裂
层状撕裂,主要产生于厚板角焊时,其特征为平行于钢板表面,沿轧制方向呈阶梯形发展
这种裂纹往往不限于热影响区内,也可出现在远离表面的母材中
其产生的主要原因是由于金属中非金属夹杂物的层状分布,使钢板沿板厚方向塑性低于沿轧制方向,另外由于厚板角焊时在板厚方向造成了很大的焊接应力,所以引起层状撕裂
通常认为片状硫化物夹杂危害最大,而层状硅酸盐和过量密集的氧化铝夹杂物也有影响
防止这种缺陷,主要应在冶金过程中严格控制夹杂物的数量和分布状态
另外,改进接头设计和焊接工艺,也有一定的作用
(一)层状撕裂产生原因与特征:1
层状撕裂产生原因:(1)内因 ----母材轧制时, 缘轧层上存在脆弱的轧层---- 非金属夹杂物
(由于夹杂物与基体脱离而形成的层状撕裂,可称为脱聚开裂)(2)外因 ----焊接时,承受较大的Z 向(板厚方向)拉伸应力
常见层状撕裂的焊接结构及分类:(1)常见层状撕裂的焊接结构:1) T 形接头如:海洋采油平台、承受高周疲劳作用的车辆底盘、建筑结构的箱形梁柱、罐车或油船中隔板加强肋等
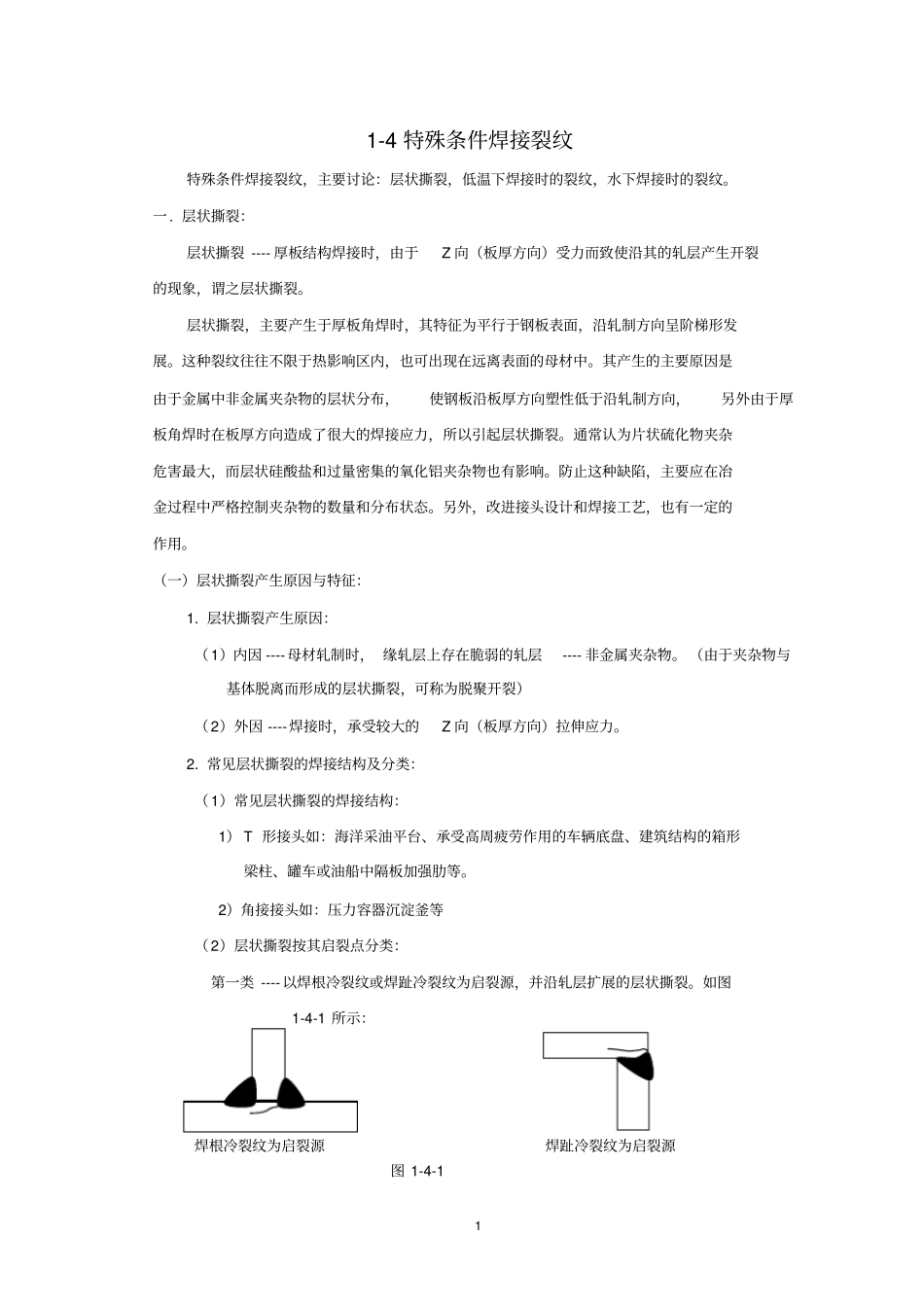
2)角接接头如:压力容器沉淀釜等(2)层状撕裂按其启裂点分类:第一类 ----以焊根冷裂纹或焊趾冷裂纹为启裂源,并沿轧层扩展的层状撕裂
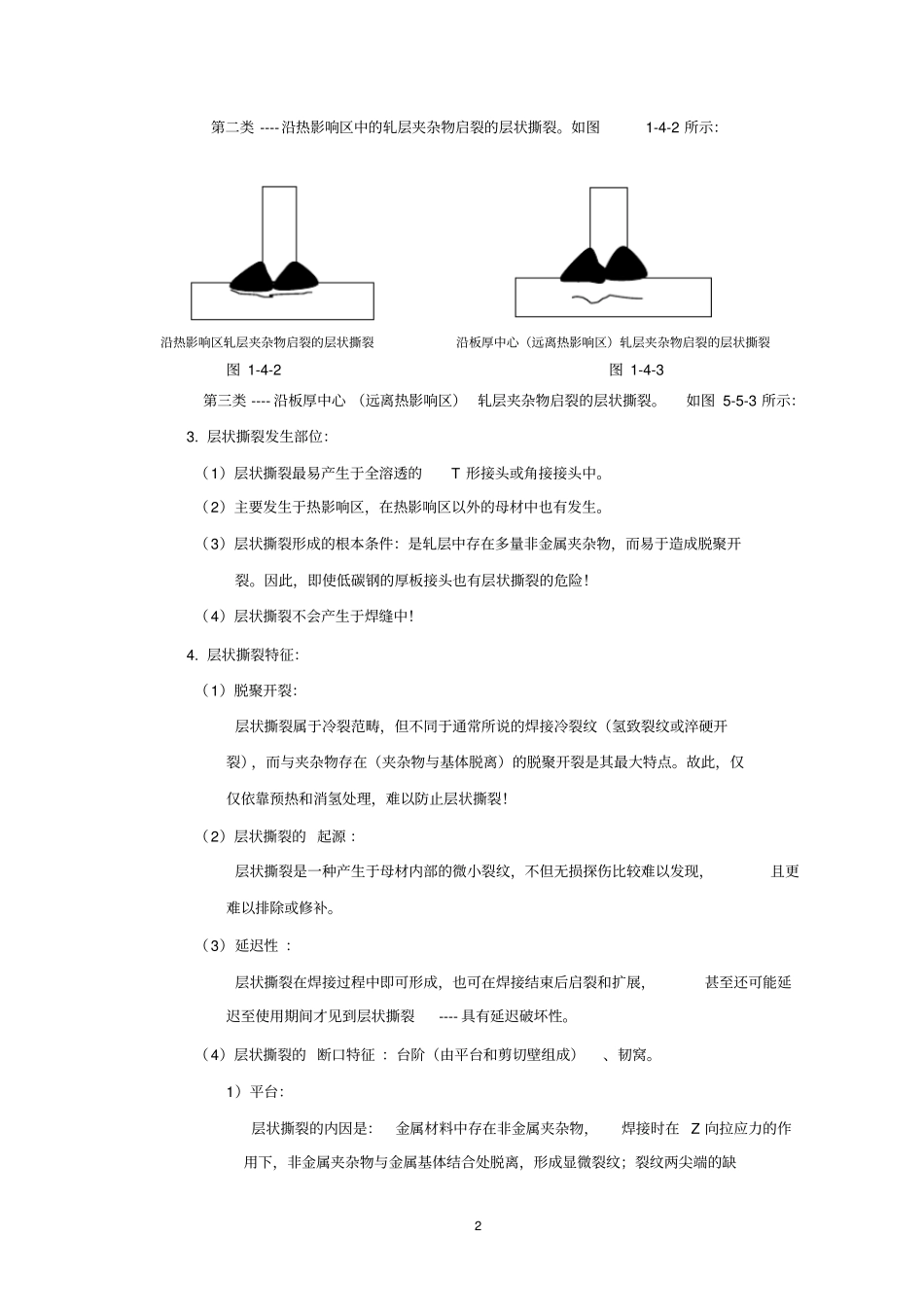
如图1-4-1 所示:焊根冷裂纹为启裂源焊趾冷裂纹为启裂源图 1-4-1 2 第二类 ----沿热影响区中的轧层夹杂物启裂的层状撕裂
如图1-4-2 所示:沿热影响区轧层夹杂物启裂的层状撕裂沿板厚中心(远离热影响区)轧层夹杂物启裂的层状撕裂图 1-4-2图 1-4-3第三类 ---- 沿板厚中心 (远离热影响区) 轧层夹