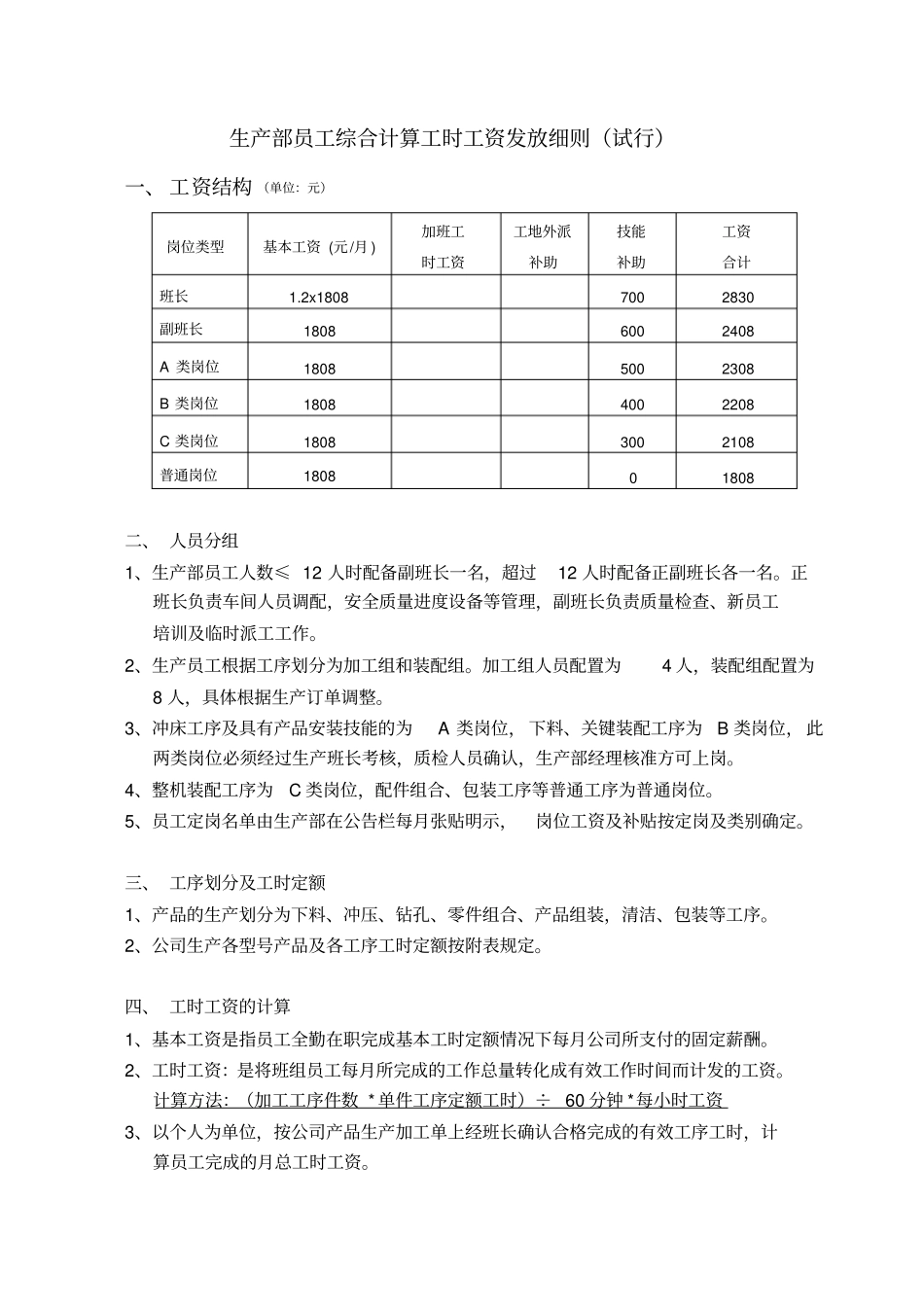
生产部员工综合计算工时工资发放细则(试行)一、 工资结构 (单位:元)岗位类型基本工资 (元/月 ) 加班工时工资工地外派补助技能补助工资合计班长1
2x1808 700 2830 副班长1808 600 2408 A 类岗位1808 500 2308 B 类岗位1808 400 2208 C 类岗位1808 300 2108 普通岗位1808 0 1808 二、 人员分组1、生产部员工人数≤ 12 人时配备副班长一名,超过12 人时配备正副班长各一名
正班长负责车间人员调配,安全质量进度设备等管理,副班长负责质量检查、新员工培训及临时派工工作
2、生产员工根据工序划分为加工组和装配组
加工组人员配置为4 人,装配组配置为8 人,具体根据生产订单调整
3、冲床工序及具有产品安装技能的为A 类岗位, 下料、关键装配工序为B 类岗位, 此两类岗位必须经过生产班长考核,质检人员确认,生产部经理核准方可上岗
4、整机装配工序为C 类岗位,配件组合、包装工序等普通工序为普通岗位
5、员工定岗名单由生产部在公告栏每月张贴明示,岗位工资及补贴按定岗及类别确定
三、 工序划分及工时定额1、产品的生产划分为下料、冲压、钻孔、零件组合、产品组装,清洁、包装等工序
2、公司生产各型号产品及各工序工时定额按附表规定
四、 工时工资的计算1、基本工资是指员工全勤在职完成基本工时定额情况下每月公司所支付的固定薪酬
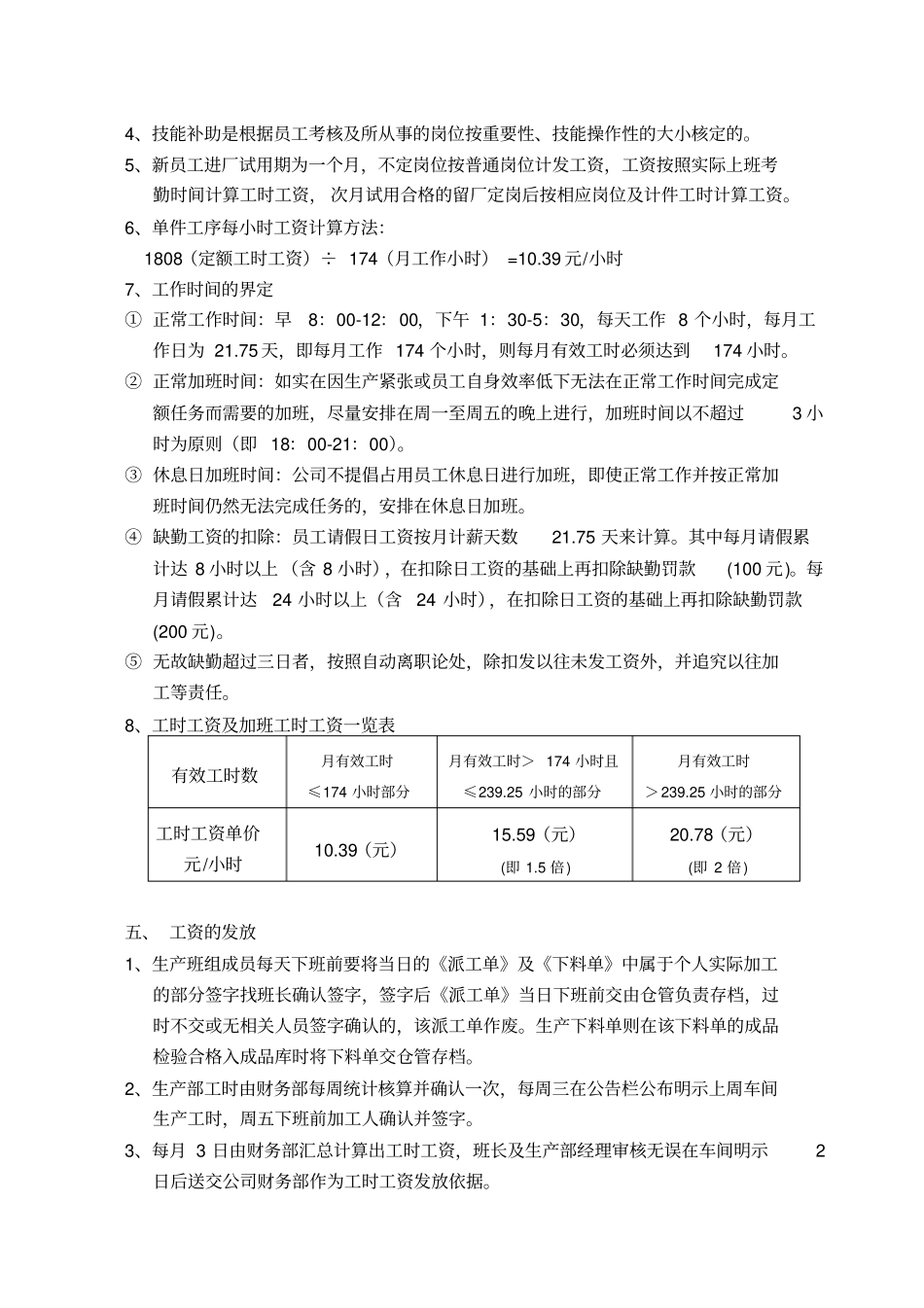
2、工时工资:是将班组员工每月所完成的工作总量转化成有效工作时间而计发的工资
计算方法:(加工工序件数 * 单件工序定额工时)÷ 60 分钟 *每小时工资3、以个人为单位,按公司产品生产加工单上经班长确认合格完成的有效工序工时,计算员工完成的月总工时工资
4、技能补助是根据员工考核及所从事的岗位按重要性、技能操作性的大小核定的
5、新员工进厂试用期为一个月,不定岗位按普通岗位计发工资,工资按