下载后可任意编辑2 调节拉杆冲压工艺2
1 制件工艺性分析 图 2
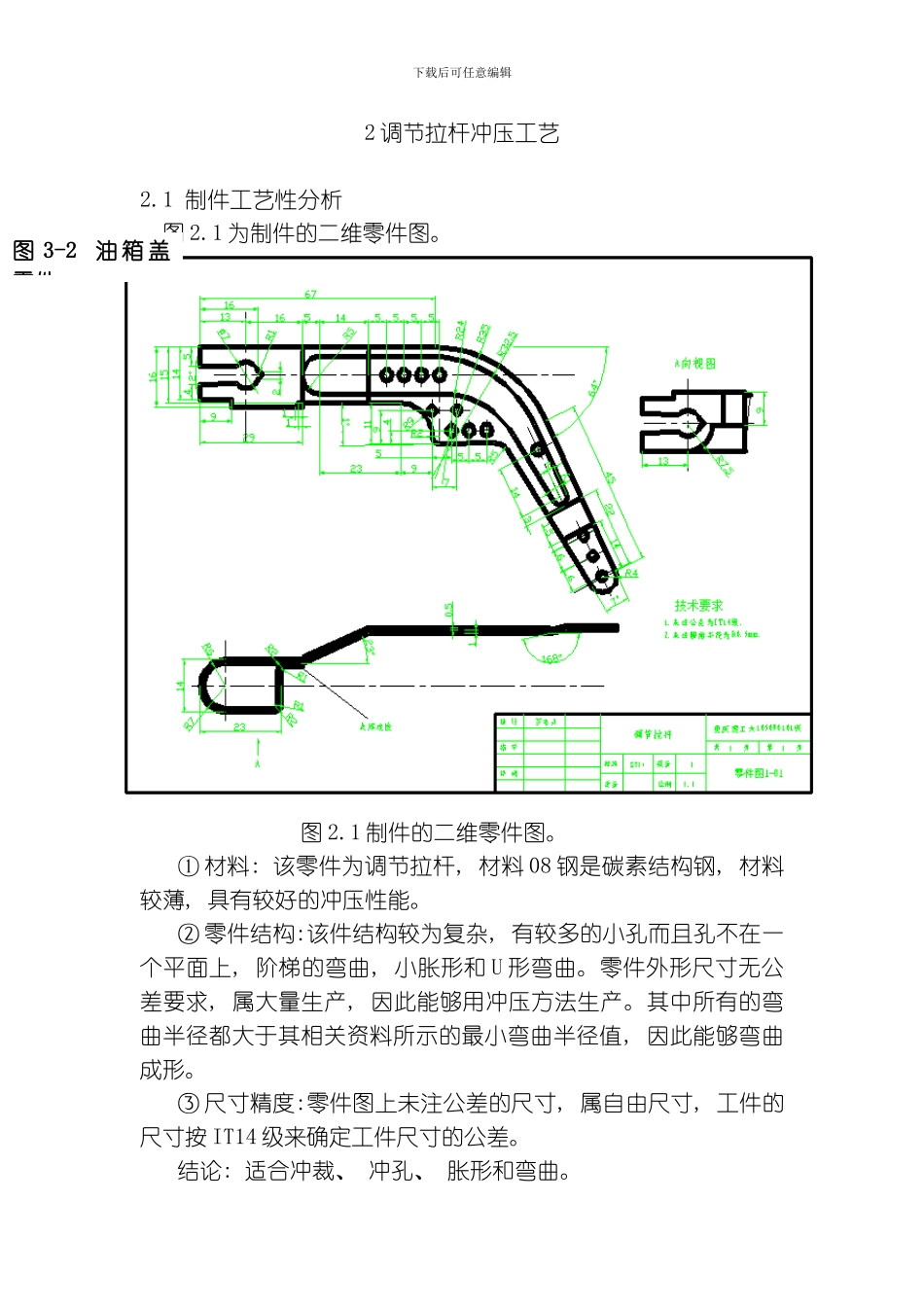
1 为制件的二维零件图
1 制件的二维零件图
① 材料: 该零件为调节拉杆, 材料 08 钢是碳素结构钢, 材料较薄, 具有较好的冲压性能
② 零件结构:该件结构较为复杂, 有较多的小孔而且孔不在一个平面上, 阶梯的弯曲, 小胀形和 U 形弯曲
零件外形尺寸无公差要求, 属大量生产, 因此能够用冲压方法生产
其中所有的弯曲半径都大于其相关资料所示的最小弯曲半径值, 因此能够弯曲成形
③ 尺寸精度:零件图上未注公差的尺寸, 属自由尺寸, 工件的尺寸按 IT14 级来确定工件尺寸的公差
结论: 适合冲裁、 冲孔、 胀形和弯曲
图 3-2 油 箱 盖零件下载后可任意编辑2
2 工艺方案的选择该零件包括落料、 冲孔、 胀形、 阶梯弯曲和 U 形弯曲五个基本工序, 能够采纳以下工艺方案:方案一: 先进行落料, 其次冲孔, 然后胀形, 再阶梯弯曲, 最后 U 形弯曲, 采纳单工序模生产
方案二: 先进行落料, 其次冲孔, 然后胀形与阶梯弯曲复合, 最后进行 U 形弯曲
方案三: 先进行落料, 其次冲孔, 然后把胀形和冲与胀形同一个平面的孔复合, 再进行阶梯弯曲, 最后进行 U 形弯曲
方案四: 把落料冲孔复合, 然后胀形与阶梯弯曲复合, 最后进行 U 形弯曲
方案五: 把落料冲孔复合, 然后进行胀形与阶梯弯曲以及冲与胀形同一平面的小孔复合, 最后进行 U 形弯曲
方案一模具都比较结构简单, 但需要五道工序、 五套模具才能完成零件的加工, 生产效率较低, 难以满足零件大批量生产的需求
由于零件结构较为简单, 为提高生产效率, 主要应采纳复合冲裁
方案二只需要四套模具, 冲压件的形位精度和尺寸易于保证, 且生产效率也高
但复合模模具比较结构复杂, 模具制造较为困难, 且模具寿命不长
方案三也只需要五套模具, 冲压件