1 硫酸阳极氧化工艺技术1、工艺 :(1) 铝件→除油(碱洗)→清洗→中和(醋酸)→清洗→化学出光 (10s)→清洗→阳极氧化(30min 左右)→清洗→中和清洗→染色(5-15min )→清洗→封闭 (95-100℃/30min )→擦干→成品检验
(2) 铝件→除油→清洗→出光→清洗→阳极氧化→清洗→封闭→擦干→成品检验
(3)铝件→除油→清洗→化学上光→清洗→阳极氧化→清洗→染色→清洗→封闭→擦干→成品检验
一般氧化用“(2)”,染色用“(3)”
2、配方:硫酸 g/L 160-200 温度℃13-26 电压 V 12-22 电流密度 A/cm30
5 时间 min 30-60 阳极纯铝或铅板阴阳面积比1
5:1 电源 V 直流电配制:据槽液容积计算的H2SO4 量,在槽内先加入3/4 容积的蒸馏水在搅拌下把 H 2SO4缓慢加入,最后加水至容积,冷却后即可
注:因 H2SO4 不便称取,可把H2SO4 的取用克数换算成ml 数用量筒量取
如配 1L H 2SO4溶液:要求 160-200g/L,可用 160-200g 除以 H2SO4的比重, P1
84 即 160g/1
84g/cm3=
200g/ 因 1ml=10cm 3,所以求得数值即为取用H 2SO4量
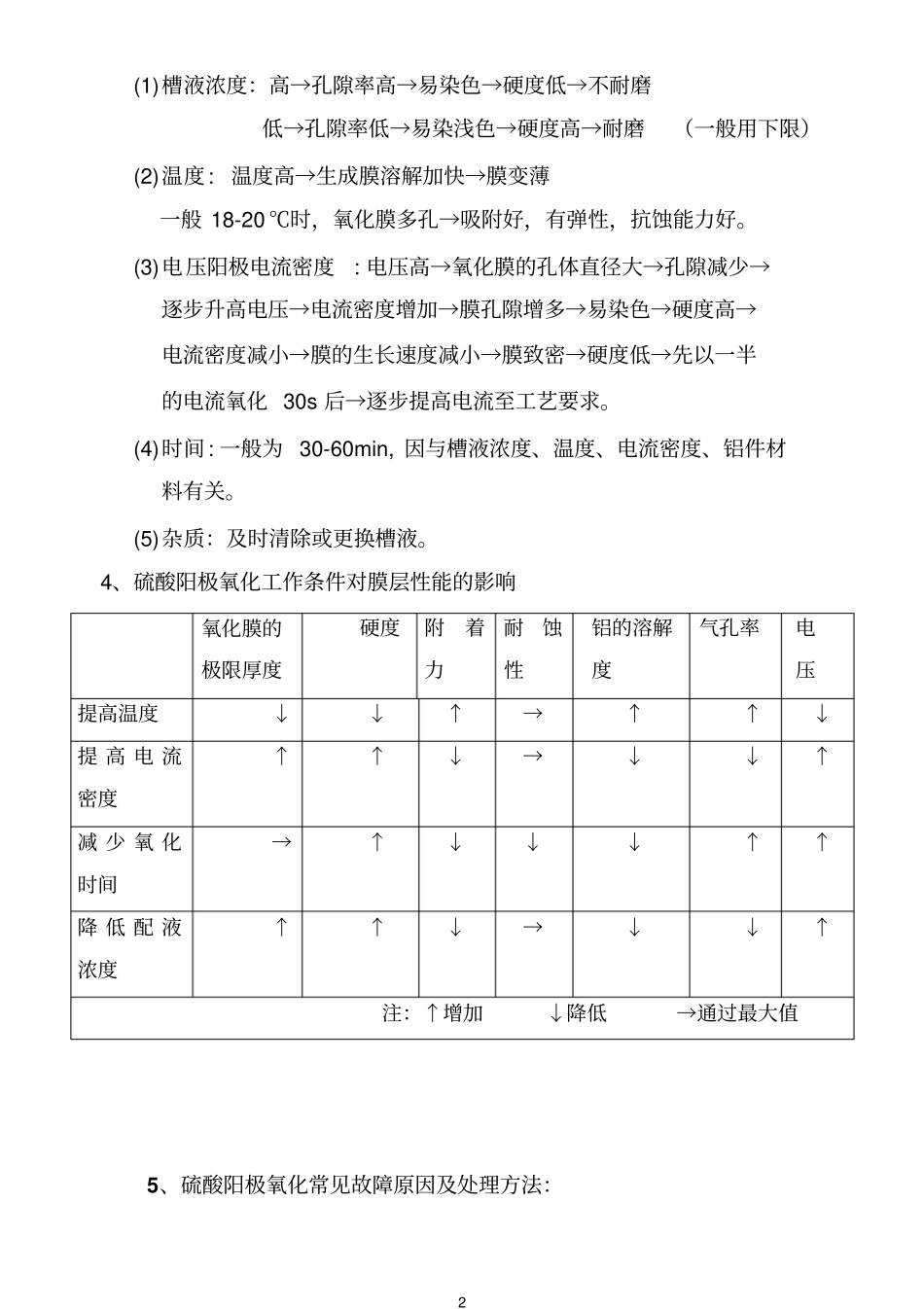
3、影响氧化膜的因素:2 (1)槽液浓度:高→孔隙率高→易染色→硬度低→不耐磨低→孔隙率低→易染浅色→硬度高→耐磨(一般用下限)(2)温度: 温度高→生成膜溶解加快→膜变薄一般 18-20 ℃时,氧化膜多孔→吸附好,有弹性,抗蚀能力好
(3)电压阳极电流密度: 电压高→氧化膜的孔体直径大→孔隙减少→逐步升高电压→电流密度增加→膜孔隙增多→易染色→硬度高→电流密度减小→膜的生长速度减小→膜致密→硬度低→先以一半的电流氧化 30s 后→逐步提高电流至工艺要求
(4)时间: 一般为 30-60min,