下载后可任意编辑进口 MAS 珩磨机操作规程12024 年 5 月 29 日下载后可任意编辑M11 线珩磨机操作规程一、开机前的准备工作(十五分钟运动内容)1 检查珩磨油箱、油位、油质,加 2C-36RB,换液周期三个月2 检查各防护档板,防护罩是否齐全,机床各操作按钮是否损异常,纸带过滤器安装过滤是否正确,是否需要更换3 确定一切 OK 后打开冷开冷却装置电源、排屑装置电源及主电柜电源和气源 气源压力:0
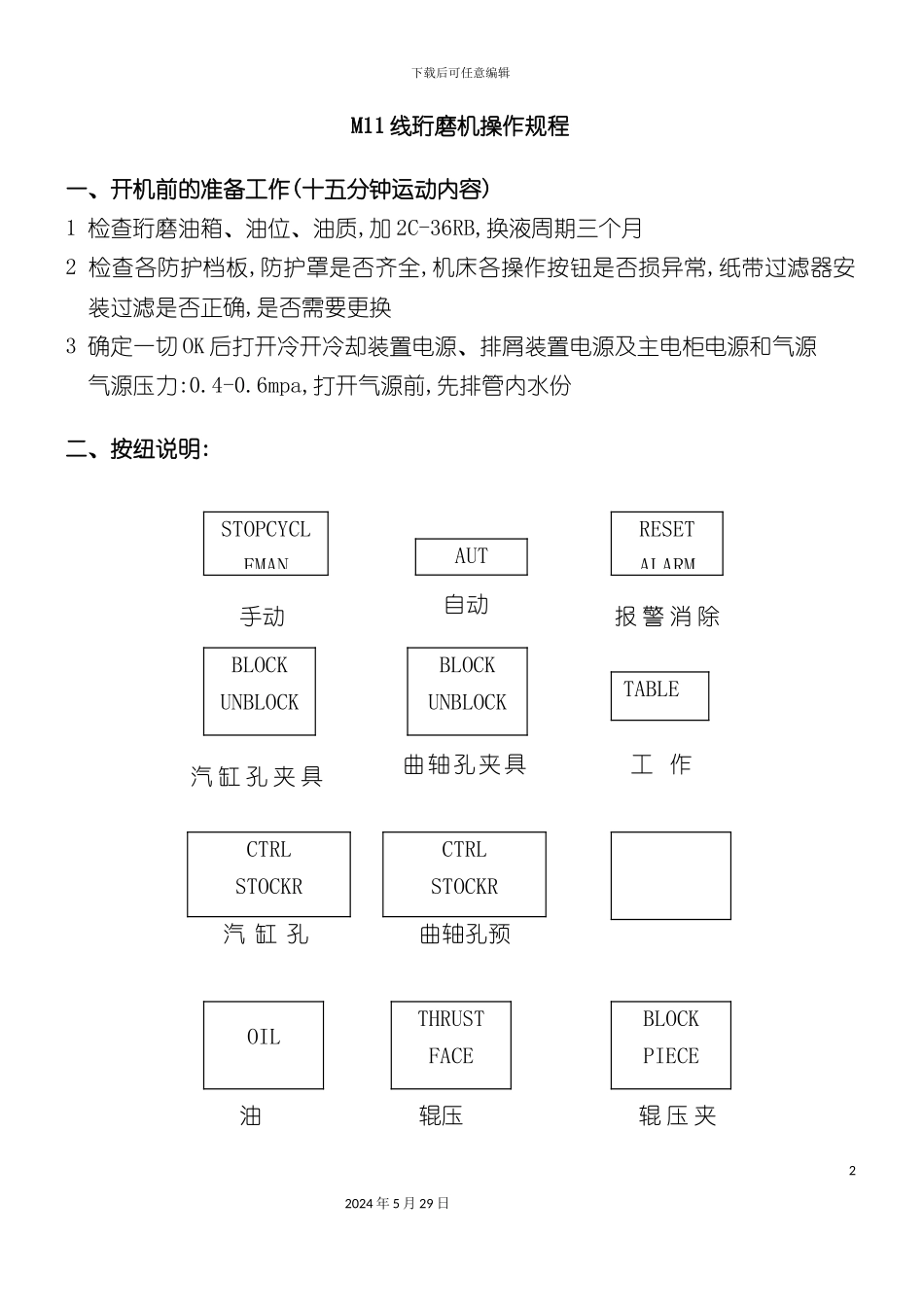
6mpa,打开气源前,先排管内水份二、按纽说明: 22024 年 5 月 29 日STOPCYCLEMANTABLEBLOCKUNBLOCKCYL
HOLRESETALARMAUT手动自动报 警 消 除复位汽 缸 孔 夹 具开关曲轴孔夹具开关曲轴孔预检汽 缸 孔预检BLOCKUNBLOCKSHAFT
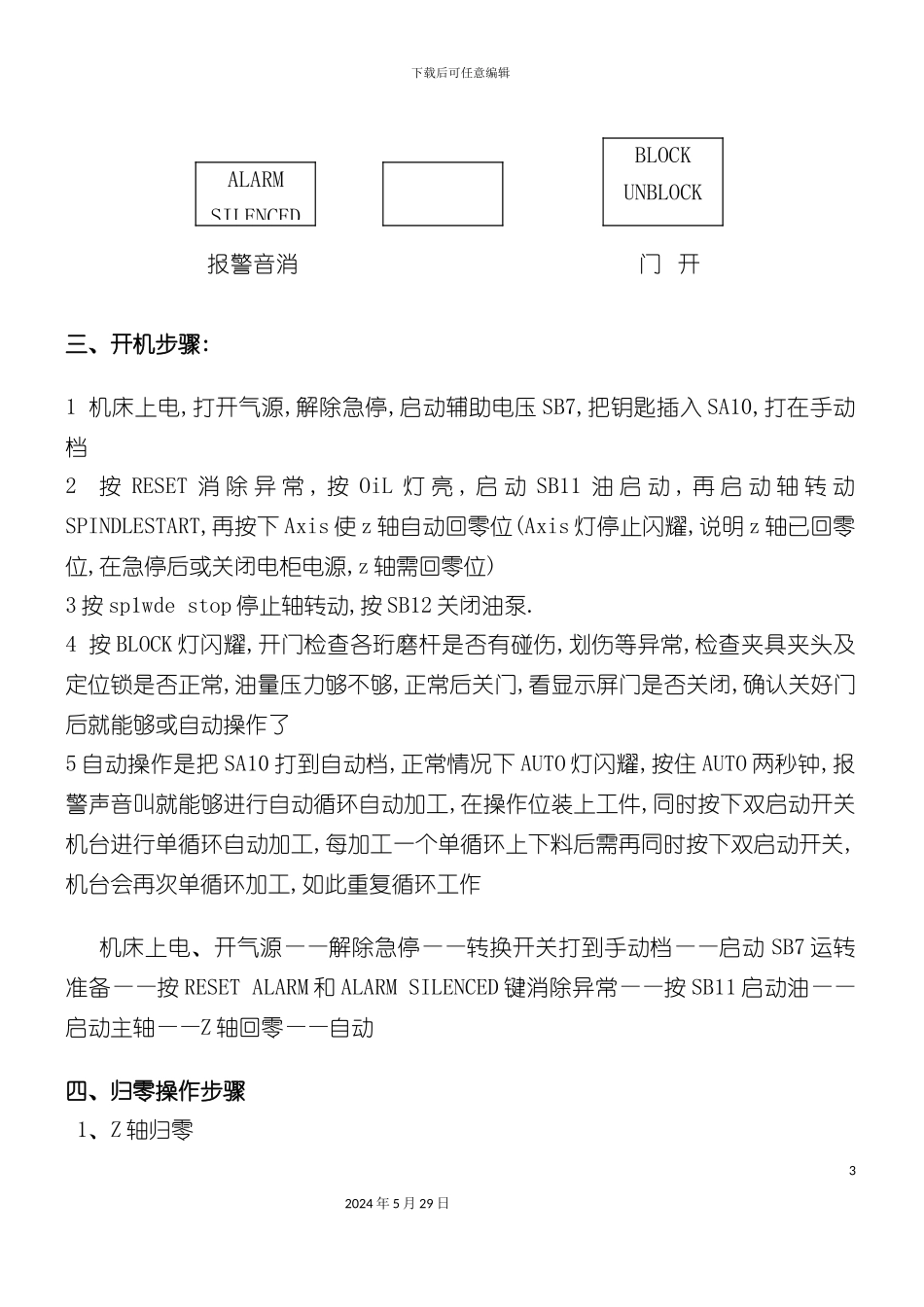
HOOILCTRLSTOCKR EMOVALTHRUSTFACEROLLINGBLOCKPIECEROLLING CTRLSTOCKR EMOVAL辊压油辊 压 夹具工 作台下载后可任意编辑三、开机步骤:1 机床上电,打开气源,解除急停,启动辅助电压 SB7,把钥匙插入 SA10,打在手动档2 按 RESET 消 除 异 常 , 按 OiL 灯 亮 , 启 动 SB11 油 启 动 , 再 启 动 轴 转 动SPINDLESTART,再按下 Axis 使 z 轴自动回零位(Axis 灯停止闪耀,说明 z 轴已回零位,在急停后或关闭电柜电源,z 轴需回零位)3 按 sp1wde stop 停止轴转动,按 SB12 关闭油泵
4 按 BLOCK 灯闪耀,开门检查各珩磨杆是否有碰伤,划伤等异常,检查夹具夹头及定位锁是否正常,油量压力够不够,正常后关门,看显示屏门是否关闭,确认关好门后就能够或自动操作了5 自动操作是把 SA10 打到自动档,正常情况下 AUTO 灯闪耀,按