下载后可任意编辑
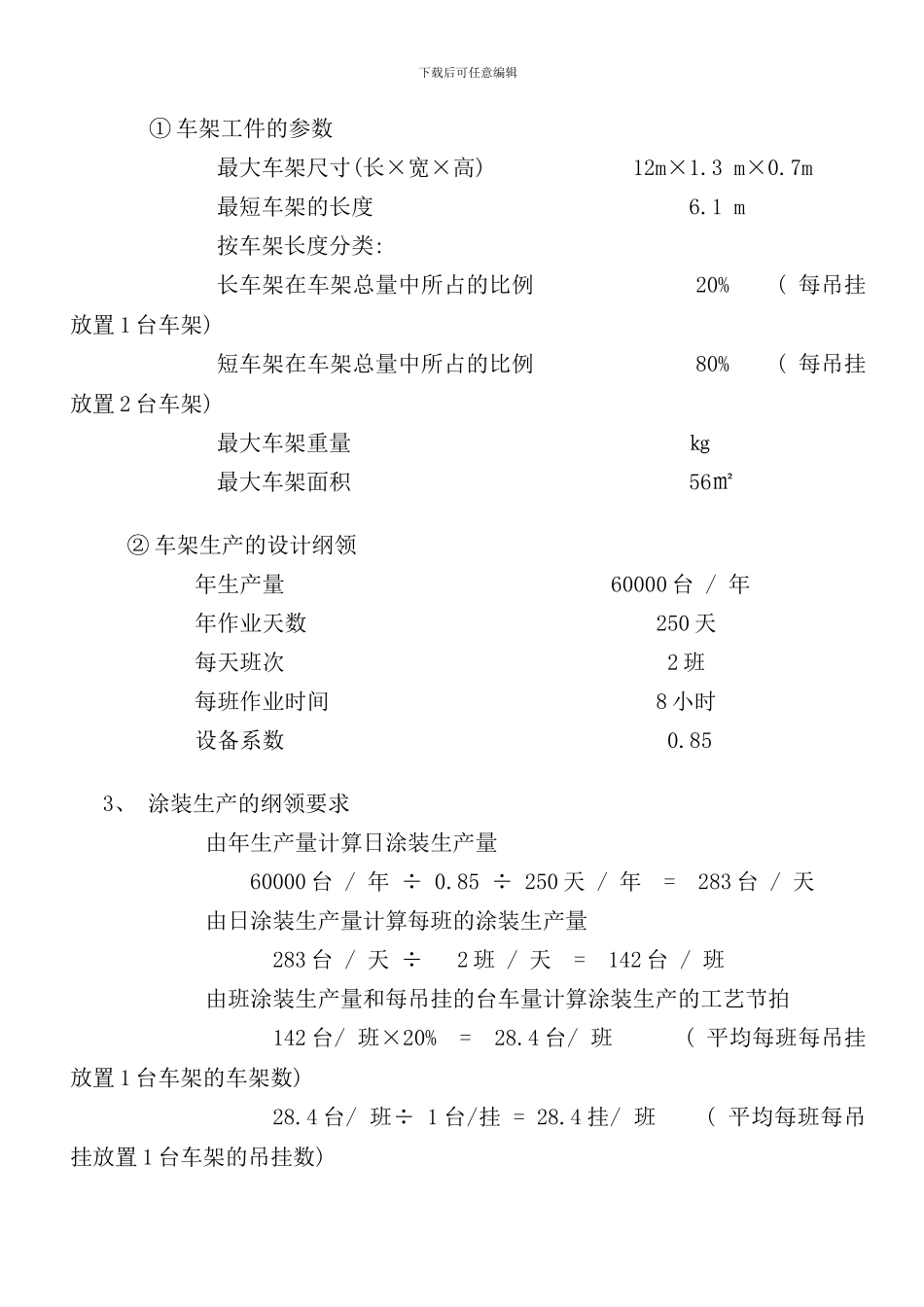
陕汽集团通力专用车有限公司车架阴极电泳涂装线工艺设计方案 版本号: 004 陕西邦仕涂装工程技术有限公司电话: - 传真: - 9 月 28 日 一、 设计依据1、 工程名称: 汽车车架阴极电泳涂装线2、 车架阴极电泳涂装线的设计纲领 下载后可任意编辑① 车架工件的参数最大车架尺寸(长×宽×高) 12m×1
7m最短车架的长度 6
1 m按车架长度分类: 长车架在车架总量中所占的比例 20% ( 每吊挂放置 1 台车架) 短车架在车架总量中所占的比例 80% ( 每吊挂放置 2 台车架) 最大车架重量 ㎏ 最大车架面积 56㎡② 车架生产的设计纲领年生产量 60000 台 / 年年作业天数 250 天每天班次 2 班每班作业时间 8 小时设备系数 0
853、 涂装生产的纲领要求由年生产量计算日涂装生产量60000 台 / 年 ÷ 0
85 ÷ 250 天 / 年 = 283 台 / 天由日涂装生产量计算每班的涂装生产量283 台 / 天 ÷ 2 班 / 天 = 142 台 / 班由班涂装生产量和每吊挂的台车量计算涂装生产的工艺节拍142 台/ 班×20% = 28
4 台/ 班 ( 平均每班每吊挂放置 1 台车架的车架数) 28
4 台/ 班÷ 1 台/挂 = 28
4 挂/ 班 ( 平均每班每吊挂放置 1 台车架的吊挂数) 下载后可任意编辑142 台/ 班×80% = 113
6 台/ 班 ( 平均每班每吊挂放置 2 台车架的车架数) 113
6 台/ 班÷ 2 台/挂 = 56
8 挂/ 班 ( 平均每班每吊挂放置 2 台车架的吊挂数) 28
4 挂/ 班+56
8 挂/ 班= 85
2 挂/ 班 ( 每班总的平均吊挂数) 85
2 挂/ 班 ÷ 8 小时 / 班 = 10
65 挂 / 小时10
65 台 / 小时÷ 60 分钟 / 小