无全套图纸联系QQ1345656915机械制造技术基础课程设计说明书设计题目:变速箱体加工工艺规程及夹具设计晋中学院机械学院专业:机械设计制造及其自动化班级:13机自本三学生姓名:武宏杰学号:1314112335指导教师:田富根2016年4月20日无目录1
1零件的作用…………………………………………………1
2零件的工艺分析……………………………………………1
3确定零件的生产类型………………………………………2
确定毛坯类型绘制毛坯件图2
1选择毛坯……………………………………………………2
2确定毛坯的尺寸公差和机械加工余量……………………2
3绘制变速箱体毛坯件图……………………………………3
工艺规程设计3
1定位基准的选择……………………………………………3
2拟定工艺路线的制定………………………………………3
3加工设备及工艺装备的使用………………………………3
4加工余量、工序尺寸和公差的确定………………………3
5切削用量的确定……………………………………………3
6时间定额的计算……………………………………………4
专用镗床夹具设计4
1夹具设计任务………………………………………………4
2拟定镗床夹具结构方案与绘制夹具草图…………………4
3绘制夹具装配总图…………………………………………4
4夹具装配图上标注尺寸、配合及技术要求………………4
5夹具专用零件图设计绘制…………………………………致谢(略)………………………………………………………参考文献(略)……………………………………………………附录(略)………………………………………………………1零件分析1
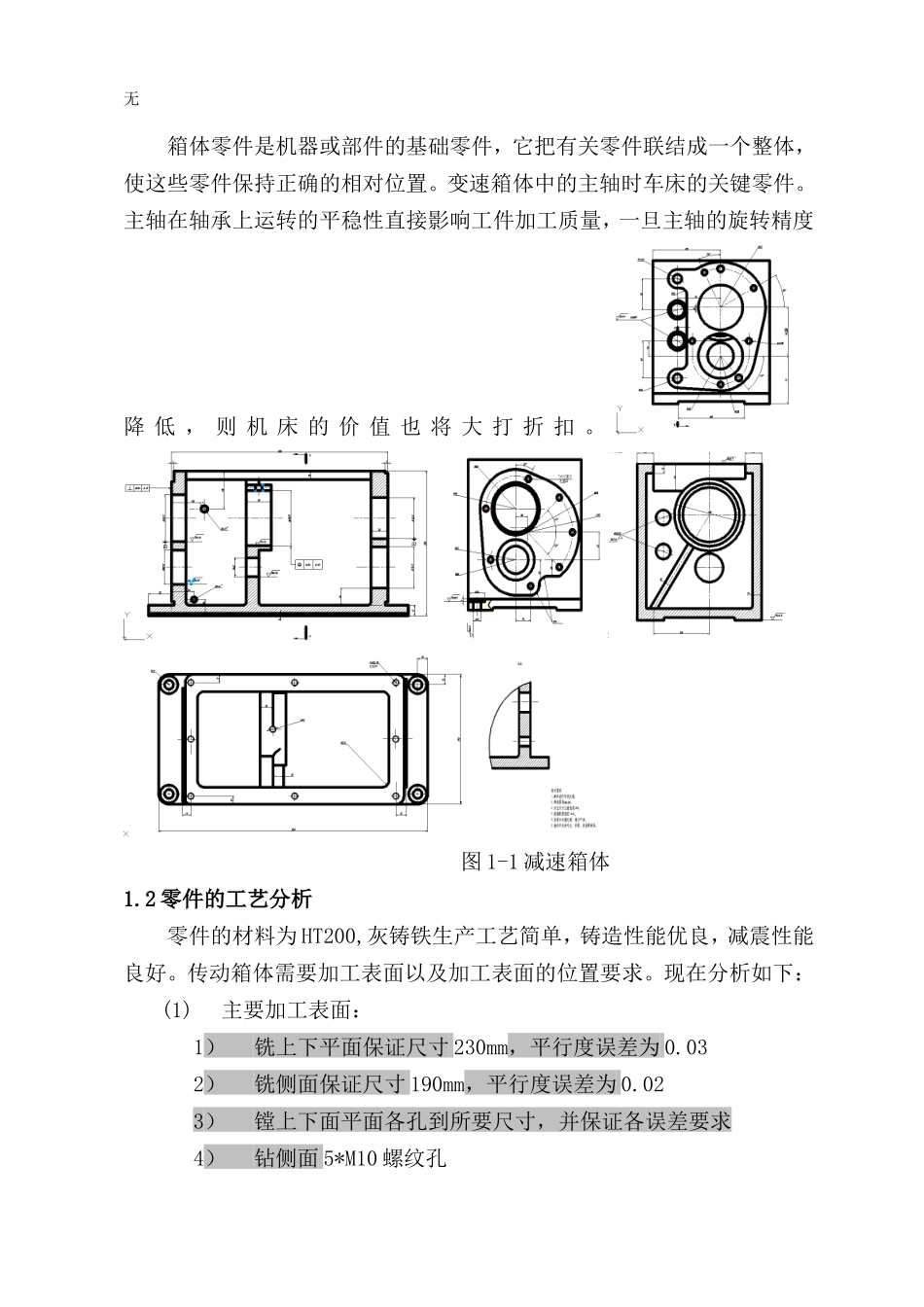
1零件的作用无箱体零件是机器或部件的基础零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置
变速箱体中的主轴时车床的关键零件
主轴在轴承上运转的平稳性直接影响工件加工质