下载后可任意编辑7
3 铺轨机组施工工艺 7
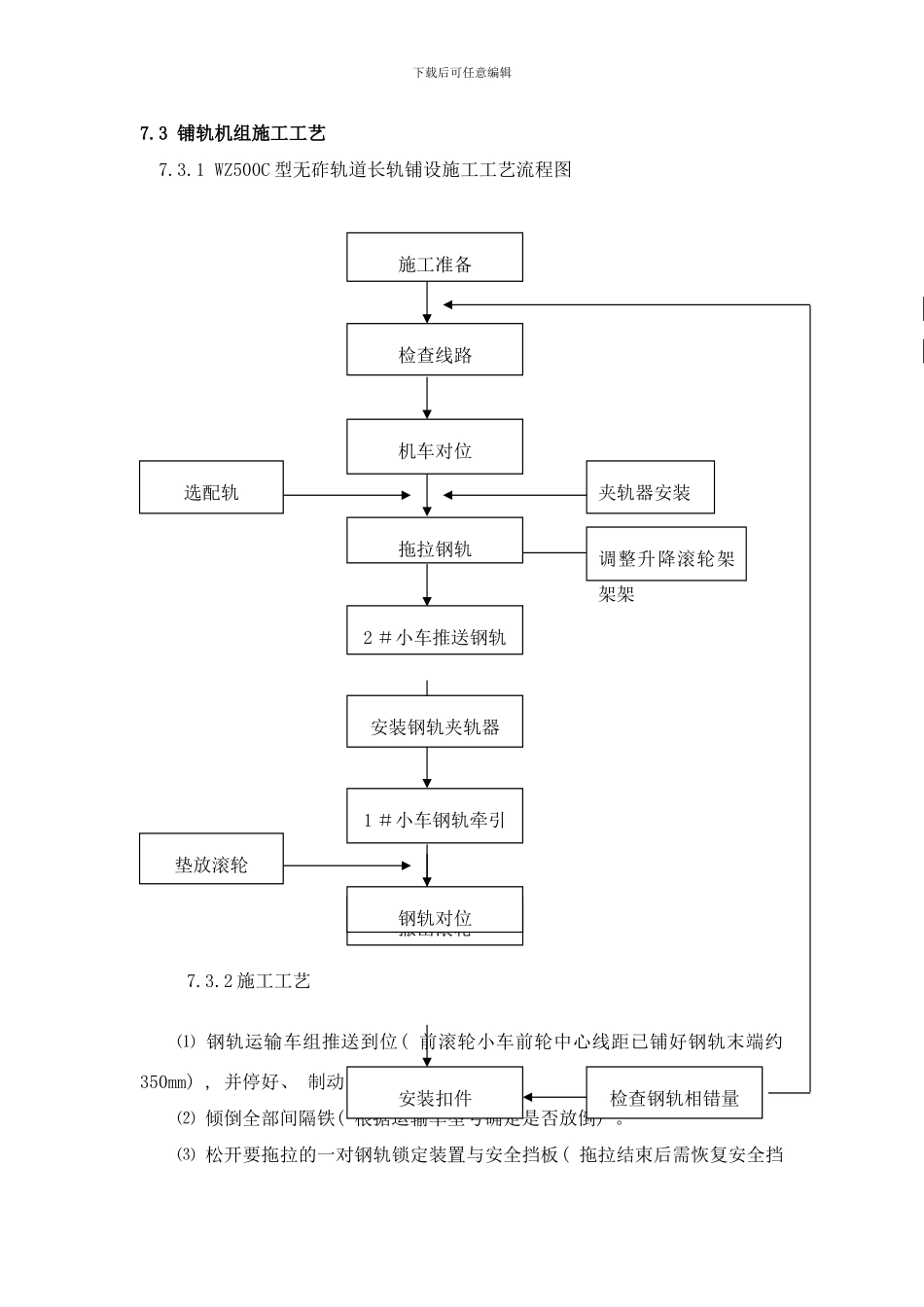
1 WZ500C 型无砟轨道长轨铺设施工工艺流程图 7
2 施工工艺⑴ 钢轨运输车组推送到位( 前滚轮小车前轮中心线距已铺好钢轨末端约350mm) , 并停好、 制动、 打铁靴
⑵ 倾倒全部间隔铁( 根据运输车型号确定是否放倒)
⑶ 松开要拖拉的一对钢轨锁定装置与安全挡板( 拖拉结束后需恢复安全挡撤出滚轮钢轨对位垫放滚轮检查钢轨相错量安装扣件1 #小车钢轨牵引安装钢轨夹轨器施工准备机车对位拖拉钢轨调整升降滚轮架架架检查线路2 #小车推送钢轨选配轨夹轨器安装下载后可任意编辑板)
如拖拉上层钢轨, 须预先将升降滚轮架调整到合适高度
⑷ 将分轨导框对准要拖拉的一对钢轨( 拖拉钢轨顺序为 3/10, 4/9, 5/8, 6/7, 2/11, 1/12)
⑸ 用拖拉卷扬机 (带夹轨器), 从钢轨运输车( 首车) 上拖拉钢轨, 将钢轨拖至钢轨推送装置, 夹紧钢轨, 卸掉夹轨器
⑹ 用推送装置推送钢轨至引导车钢轨夹钳处
⑺ 将 钢 轨 头 与 引 导 车 钢 轨 夹钳锁固好
⑻ 引导车前行牵引钢轨
在无碴轨道承轨槽之间, 每隔十米放置一对滚轮; ⑼ 钢轨拖出钢轨推送装置时, 引导车速度降速至 1~1
5km/h, 钢轨末端滑下前分轨小车滑槽后立即停车
⑽ 用拉轨器把钢轨拖拉到位, 与已铺好的轨道连接, 安装夹板及无孔夹轨器
⑾ 从后往前依次取出滚轮
⑿ 扣件安装根据隔 4 上 1 的原则
⒀ 用小推车收集滚轮
⒁ 钢轨锁定距离超过 300m 时, 运输车组以 5km/h 左右的速度向前推动; ⒂ 将滚轮码放到引导车后平台上
⒃ 钢轨运输车组推送到铺轨位置( 前滚轮小车前轮中心线距已铺好钢轨末端约 350mm) 后, 并停好、 制动、 打铁靴; 7
3 质量控制钢轨夹轨器滚轮紧固扣件下载后可任意编辑⑴ 质量检验标准符合《客