机电及自动化学院 专业课程设计 设计题目:镗活塞销孔的夹具设计专 业: 机械制造 届 别: 2024 级 下载后可任意编辑学 号: 目录1、零件介绍
1、零件的加工工艺路线
2、零件夹具设计任务
22、夹具的设计
1、定位方案的拟定
2、定位误差的分析计算
3、导向装置的拟定
4、 夹紧力的计算
54、参考文献
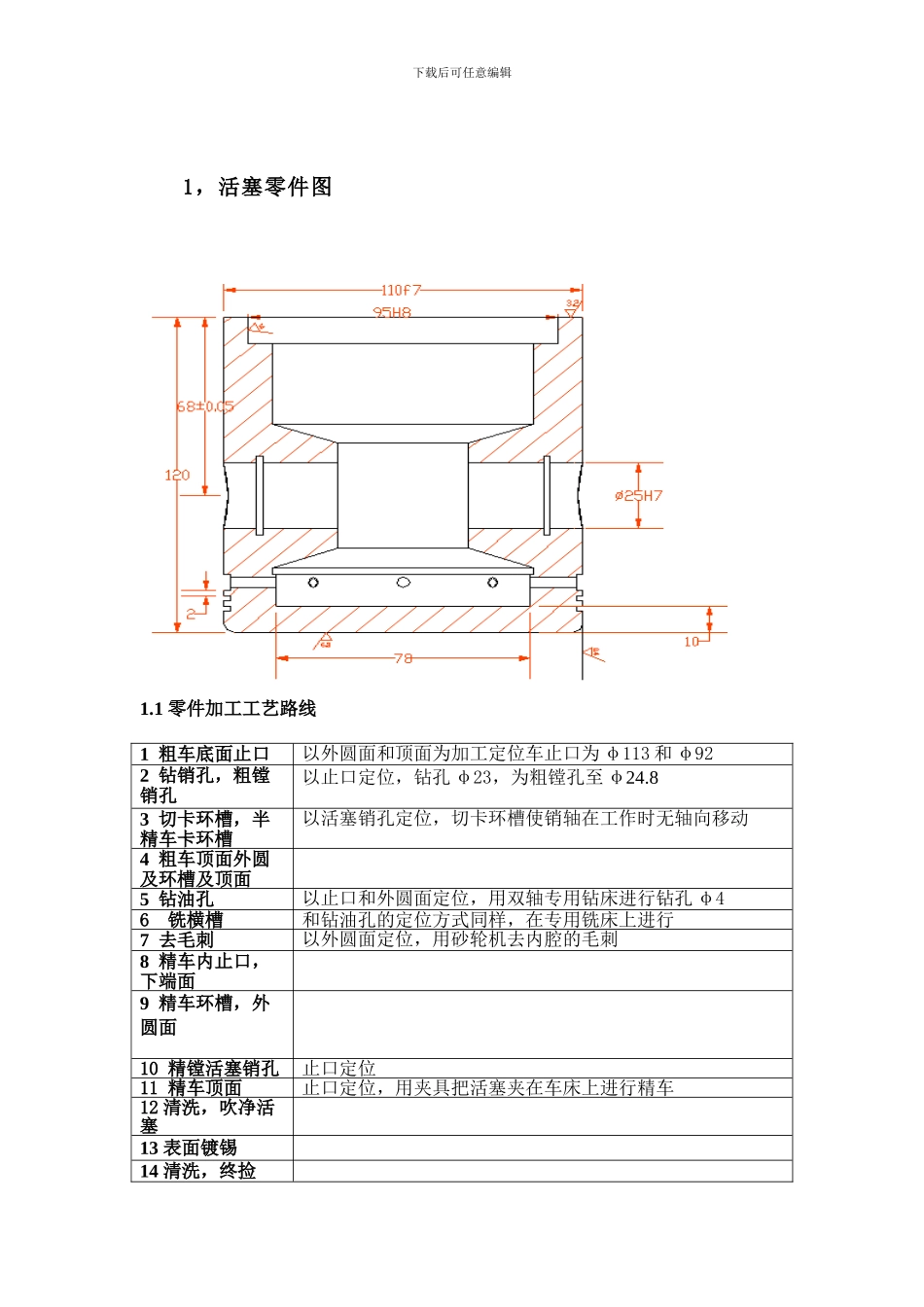
6下载后可任意编辑 1,活塞零件图 1
1 零件加工工艺路线1 粗车底面止口以外圆面和顶面为加工定位车止口为 φ113 和 φ922 钻销孔,粗镗销孔以止口定位,钻孔 φ23,为粗镗孔至 φ24
83 切卡环槽,半精车卡环槽以活塞销孔定位,切卡环槽使销轴在工作时无轴向移动4 粗车顶面外圆及环槽及顶面5 钻油孔 以止口和外圆面定位,用双轴专用钻床进行钻孔 φ46 铣横槽 和钻油孔的定位方式同样,在专用铣床上进行7 去毛刺以外圆面定位,用砂轮机去内腔的毛刺8 精车内止口,下端面9 精车环槽,外圆面 10 精镗活塞销孔止口定位