尺寸链 Pag e 1 o f 15 第十章 装配精度与加工精度分析 任何机械产品及其零部件的设计,都必须满足使用要求所限定的设计指标,如传动关系、几何结构及承载能力等等
此外,还必须进行几何精度设计
几何精度设计就是在充分考虑产品的装配技术要求与零件加工工艺要求的前提下,合理地确定零件的几何量公差
这样,产品才能获得尽可能高的性能价格比,创造出最佳的经济效益
进行装配精度与加工精度分析以及它们之间关系的分析,可以运用尺寸链原理及计算方法
我国业已发布这方面的国家标准GB5847—86《尺寸链 计算方法》,供设计时参考使用
第一节 尺寸链的基本概念 一、 有关尺寸链的术语及定义 1. 尺寸链 在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为尺寸链
尺寸链分为装配尺寸链和工艺尺寸链两种形式
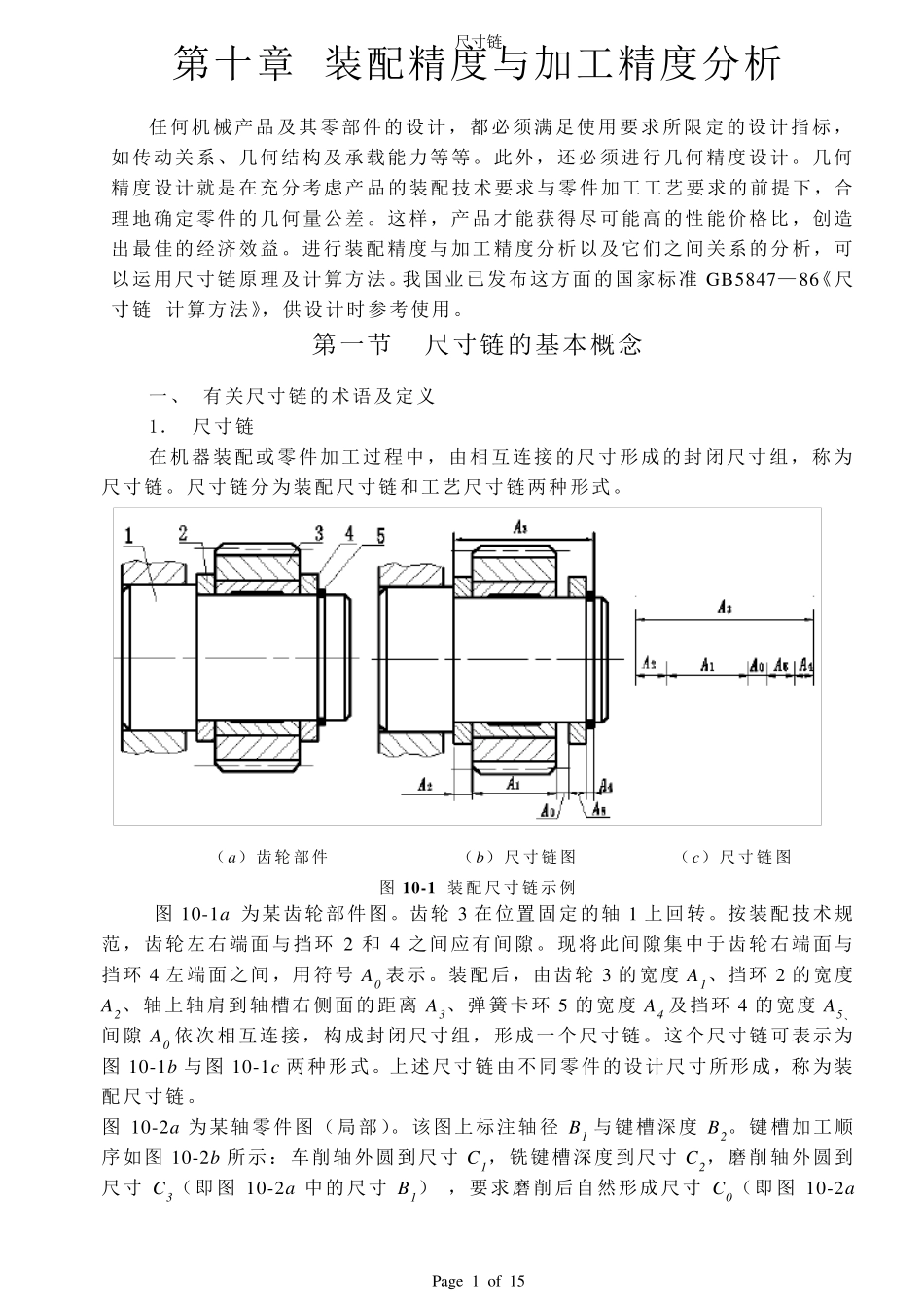
( a) 齿 轮 部件 ( b) 尺寸链图 ( c) 尺寸链图 图1 0 -1 装配尺寸链示 例 图10-1a 为某 齿 轮 部件图
齿 轮3 在位 置 固 定的轴1 上 回 转
按 装配技术规范 ,齿 轮 左 右 端 面与挡 环2 和4 之间应 有间隙
现 将 此间隙 集 中于 齿 轮 右 端 面与挡 环4 左 端 面之间,用符 号A0 表 示
装配后 ,由齿 轮3 的宽 度A1、挡 环2 的宽 度A2、轴 上 轴 肩 到 轴 槽 右 侧 面的距 离A3、弹 簧 卡 环5 的宽 度A4 及挡 环4 的宽 度A5、间隙A0 依 次 相互连接,构成封闭尺寸组,形成一个 尺寸链
这个 尺寸链可表 示 为图10-1b 与图10-1c 两种形式
上 述 尺寸链由不 同 零件的设计尺寸所形成,称为装配尺寸链
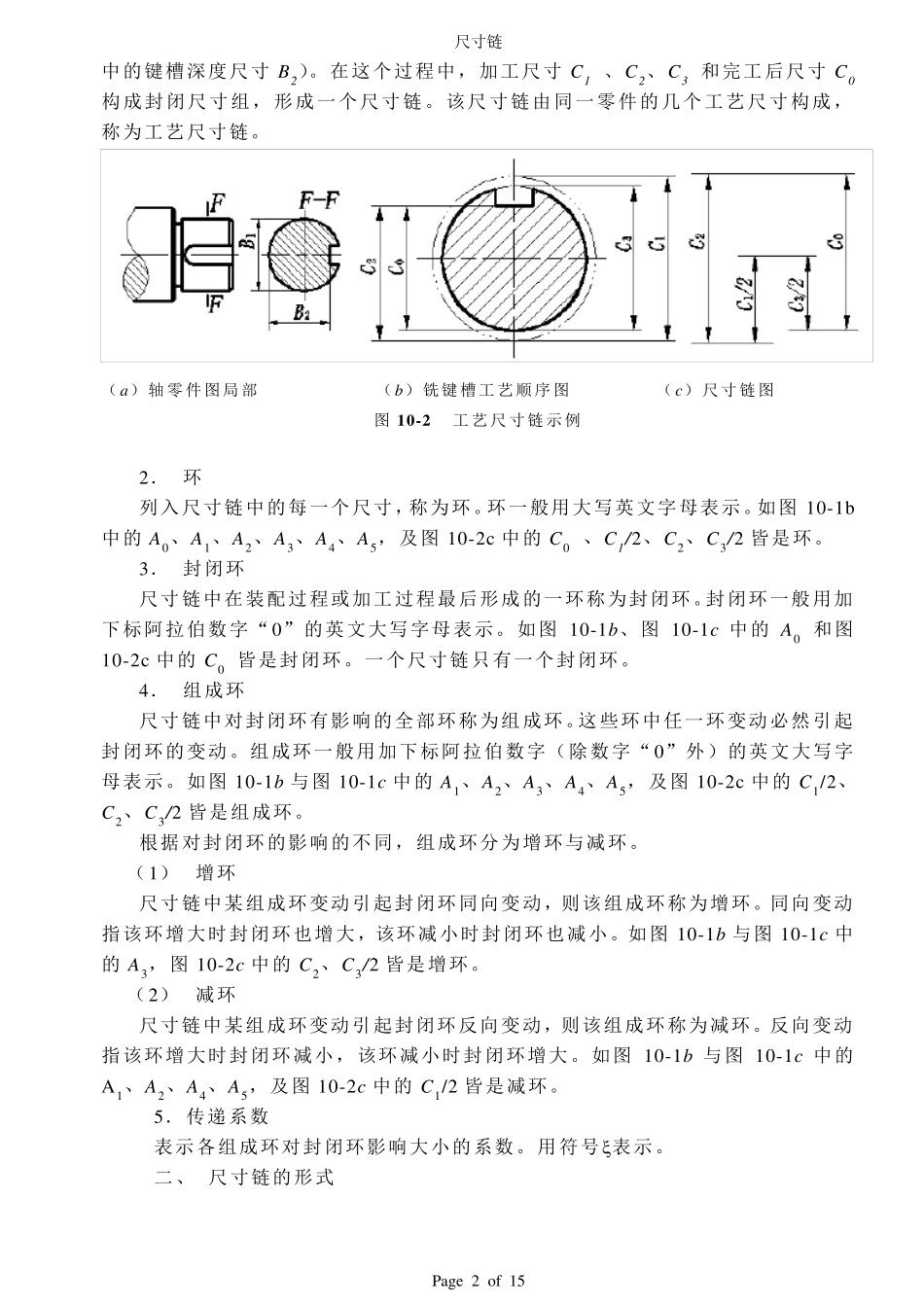
图10-2a 为某 轴 零件图 ( 局 部)
该 图 上 标注 轴 径B1 与键 槽 深 度B2
键 槽 加工顺序 如图10-2b 所示 : 车 削 轴 外圆 到