简单阶梯轴数控车削编程教案课题名称: 简单阶梯轴数控车削编程科目: 数控车削(数控系统GSK980TD)学生年级: 10 级课时: 1 学时教师: 雷林均一、教学内容分析简单阶梯轴数控车削编程,是学习数控编程的基础课程,主要指令是快速定位G00、直线插补 G01
二、学习情境分析1
已有普通车工基础,对阶梯轴的加工工艺较熟悉
但数控加工也有所不同
已了解了数控车削的特点,练习了基本操作,了解了数控车削的基本指令,了解了数控车削坐标系统,为学习本课程打下了基础
本课是系统学习数控编程的初级课程
三、教学目标1
学会编写简单阶梯轴类零件加工的数控车削程序
(专业能力)2
初步掌握快速定位G00、直线插补 G01指令的用法
(专业能力)3
数控车削编程的步骤,数控程序的结构
(方法能力)4
采用分组学习、讨论等方法,通过学生合作与交流,培养学生团结协作的精神和创新意识,养成实事求是的科学态度,树立专业自信心
(社会能力)教学重点:编程步骤及G00 ,G01 指令的使用教学难点:数学计算四、教学策略选择与设计以“工作过程导向”的理念进行设计
将数控指令的教学融入到实际的零件加工中编程中
通过由简到繁的系列零件加工的编程,扩展数控指令的知识
五、教学环境及资源准备投影,电脑, CIMCO软件等
六、教学过程1
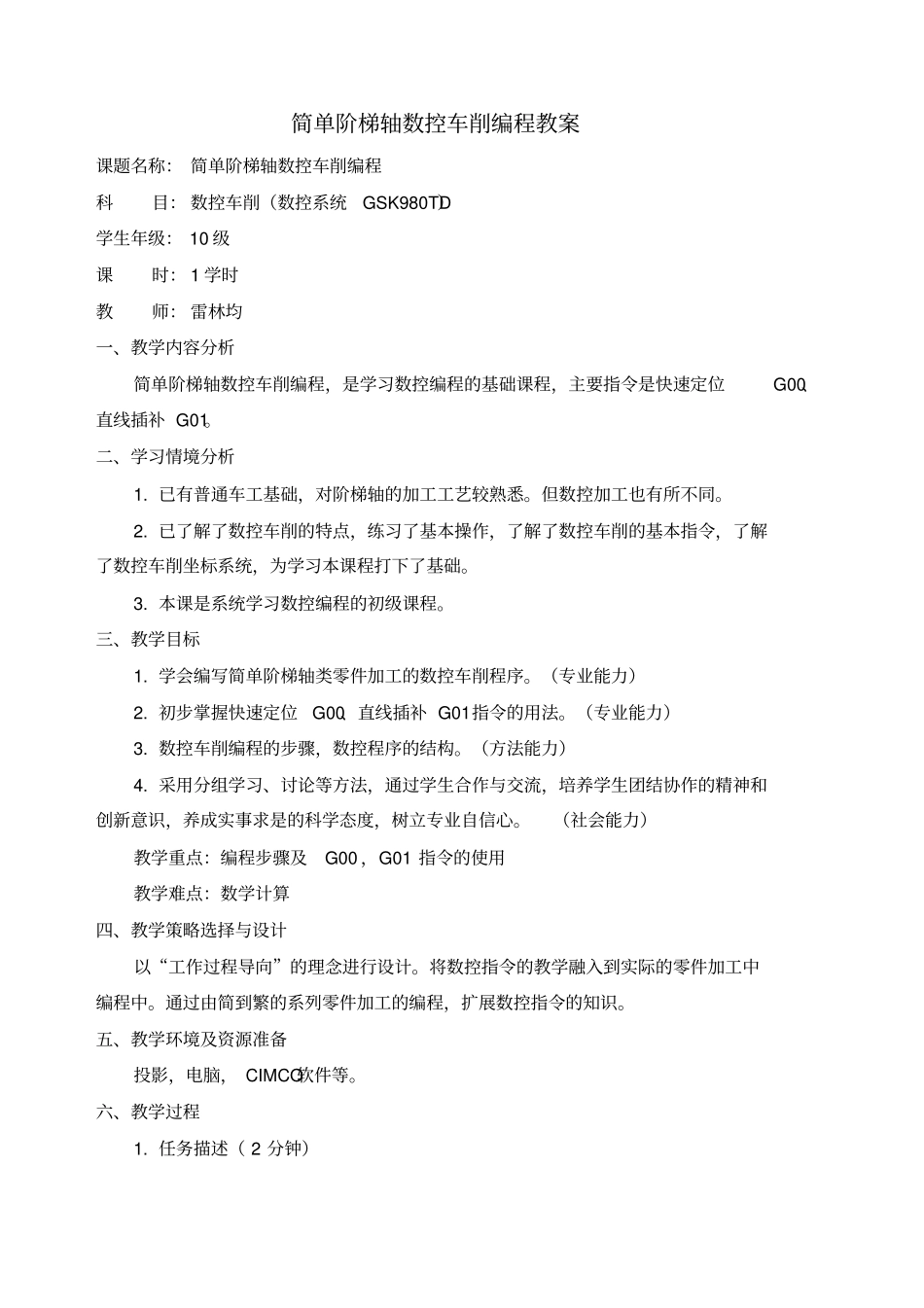
任务描述( 2 分钟)如图 1,编写阶梯轴的数控加工程序
一般线性尺寸公差按GB/T1804-m 确定
毛坏尺寸φ45×80,端面已车平
阶梯轴比例材料数量1:1 45#1 图 1 (向学生分发任务及练习文件
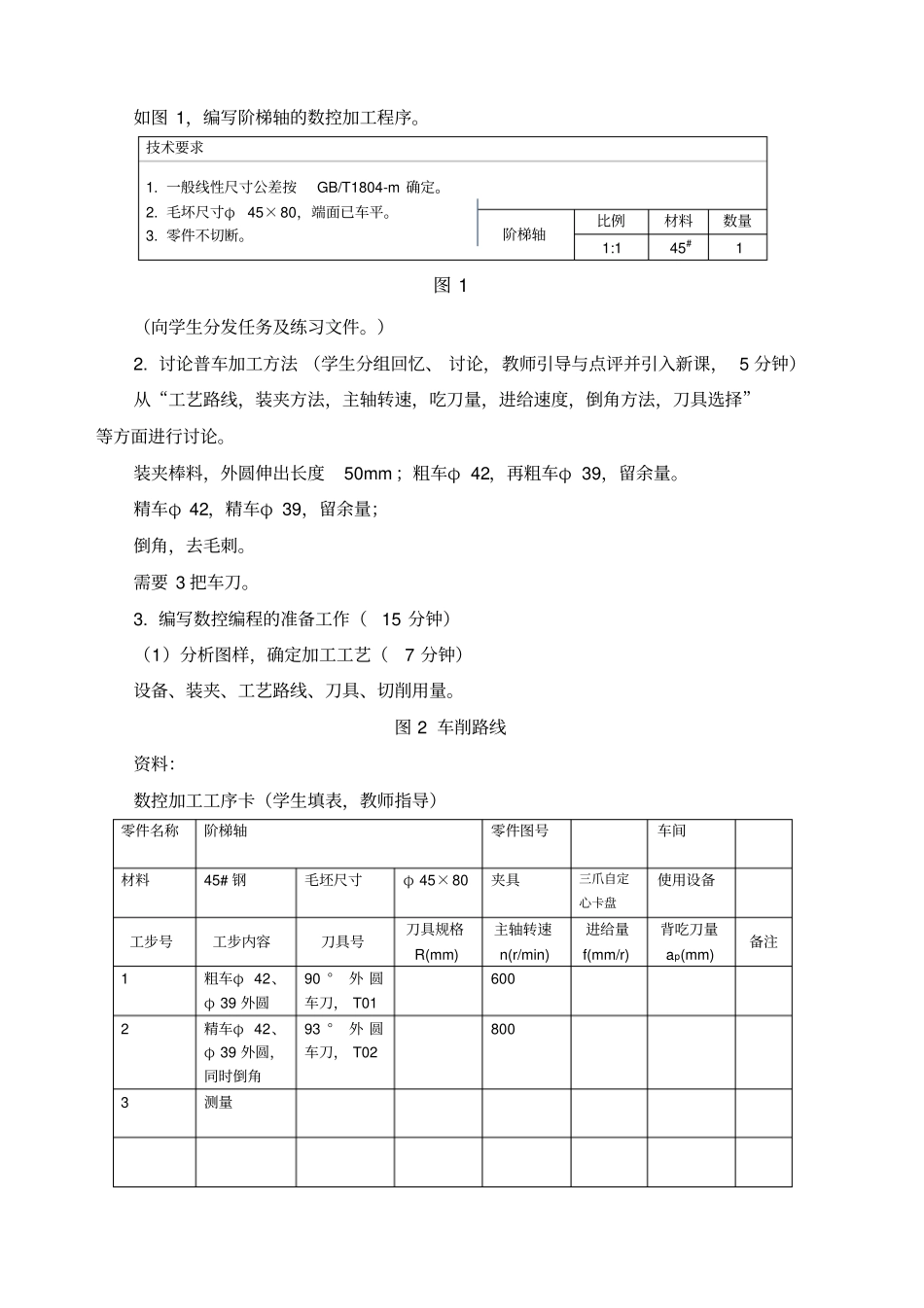
讨论普车加工方法 (学生分组回忆、 讨论,教师引导与点评并引入新课, 5 分钟)从“工艺路线,装夹方法,主轴转速,吃刀量,进给速度,倒角方法,刀具选择”等方面进行讨论
装夹棒料,外圆伸出长度50mm ;