耐焊接热常规试验规范1、 主题:本标准规定了耐焊接热试验的标准要求和试验方法2、 试验要求和试验方法引用标准: GB5095
6-86《电子设备用机电元件基本试验规程及测量方法第六部分:气候试验及锡焊性试验》 ;GB/T9324 ;2
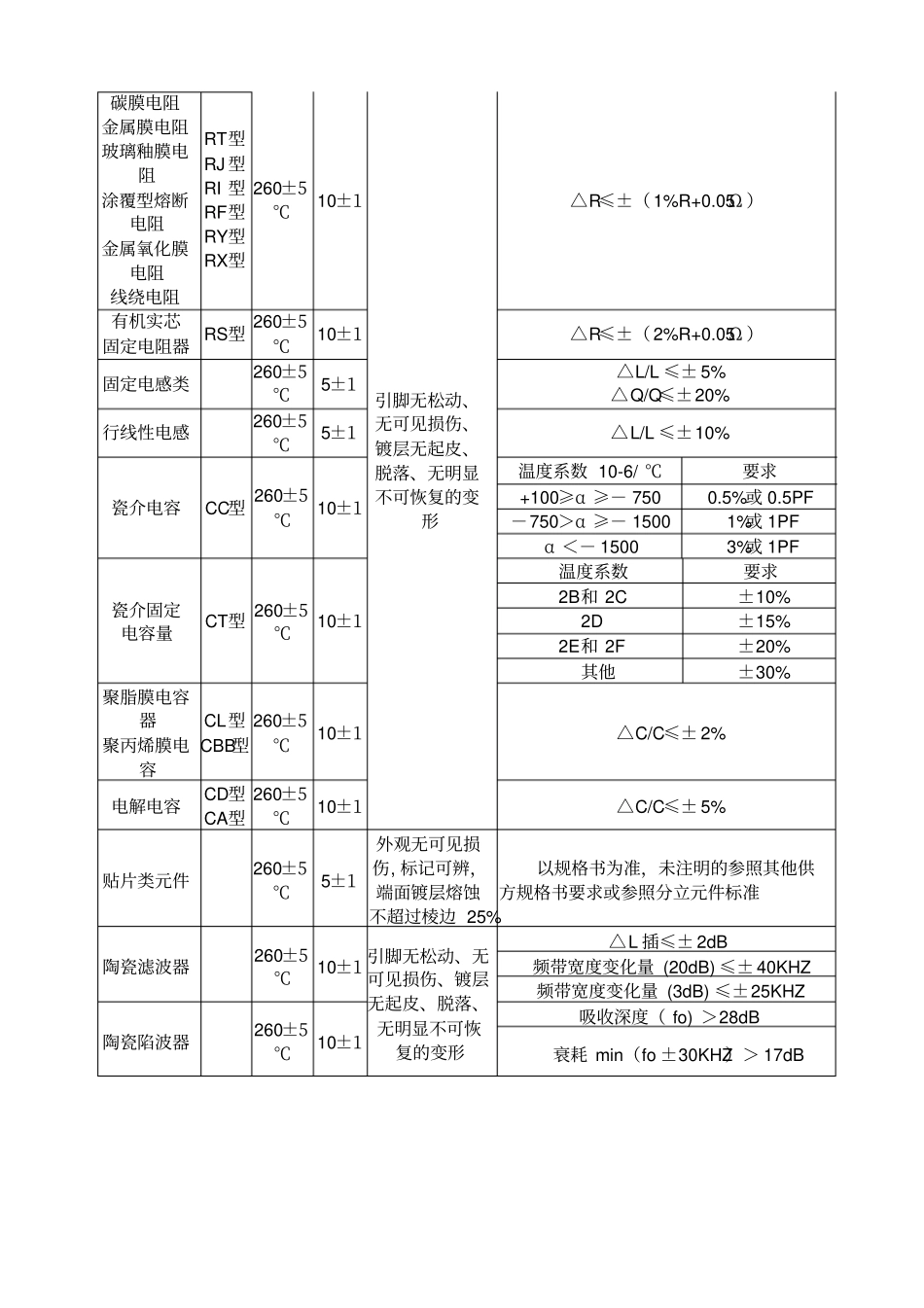
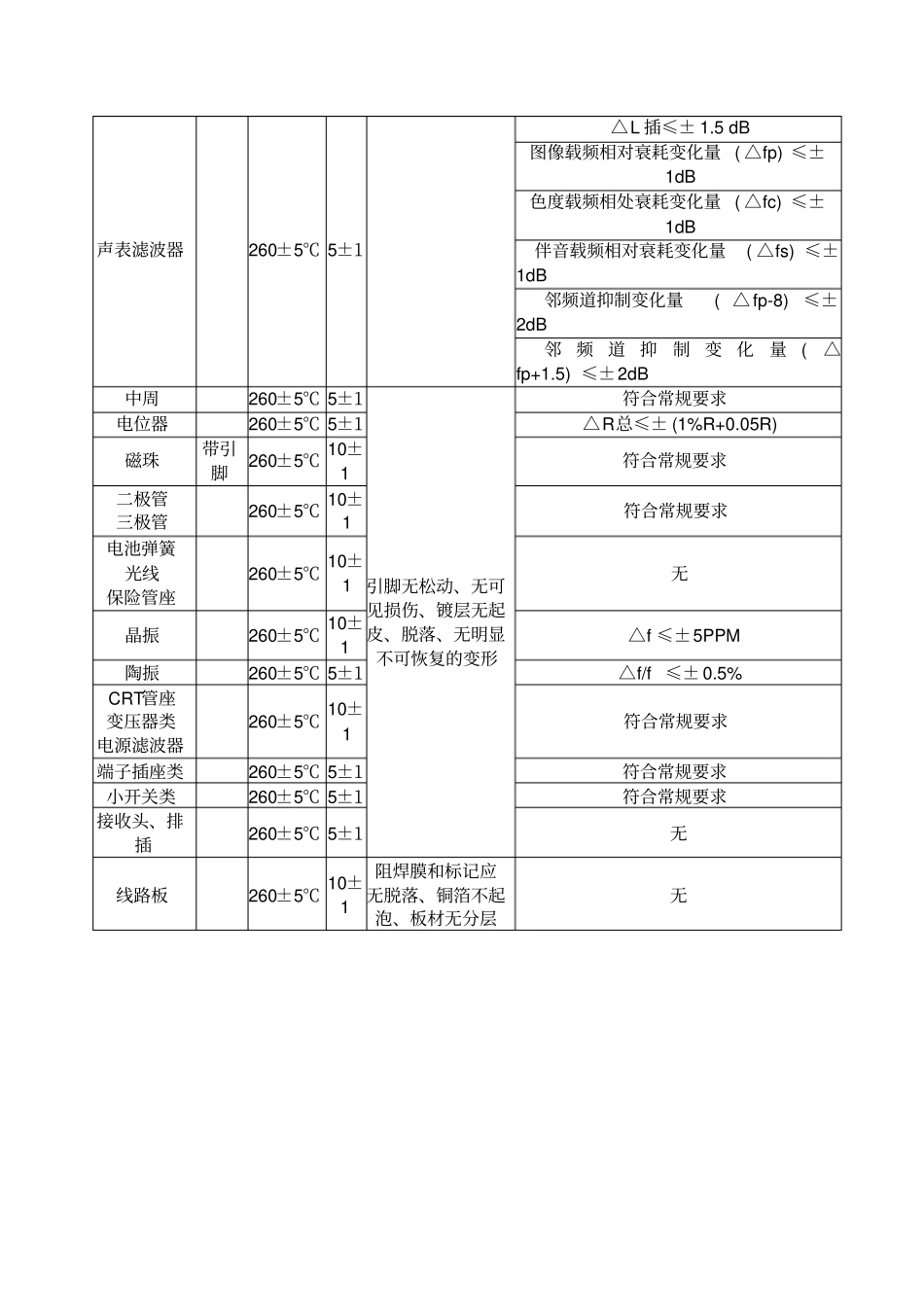
1 试验条件与技术要求:参照附表1 要求
2 试验流程、试验品种、批次抽样方法见附2
3 试验方法 1—优选2
1 锡温在 常温~ 400℃可调,将锡温调节为260±5℃,之后不得随意转动旋动,注意试验时实际温度应符合规范要求
2 贴片类元件应浸入锡面以下10mm左右,引脚类元件引脚浸入深度为引出端长度的三分之二以上,试验装置应采用以下方法之一:a、元器件距离锡面体2mm以上
b、将元器件插于1
5mm厚的 PCB挡板上(必要时,有争议时采用)
3 试验前,应及时将锡面表面氧化层小心刮除,注意避免锡渣流入锡炉内造成故障
4 按附表 1 规定的时间进行试验, 试验后取出用溶剂清洗干净, 在 10 倍以上放大镜下观察,端面镀层熔蚀不超过棱边25%,无可见损伤
5 电性能测试前的恢复:在20±5℃环境下放置至少20min 后进行
4 试验方法 2—替代方法2
1 当试验方法 1 无法实施时,采用本方法;2
2 采用 60W电烙铁(接地良好),加锡并施加于引脚上并来回正常蹭擦三次
施加时间:如附表 1 中锡槽法 10S的则对应电烙铁法5S;如附表 1 中锡槽法 5S的则对应电烙铁法3S
4 注意事项2
1 切记注意人身安全,避免烫伤,熔锡阶段(约1 小时),用专用防火板盖于其上,以防“爆锡”伤人
2 试样要夹持有力,以防掉入锡槽,溅锡伤人
3 负责清洁仪器人员必须每天把锡炉表面残余锡渣清除,保持锡炉的清洁
4对于无铅物料必须采用无铅锡炉、无铅烙铁、无铅焊锡丝、无