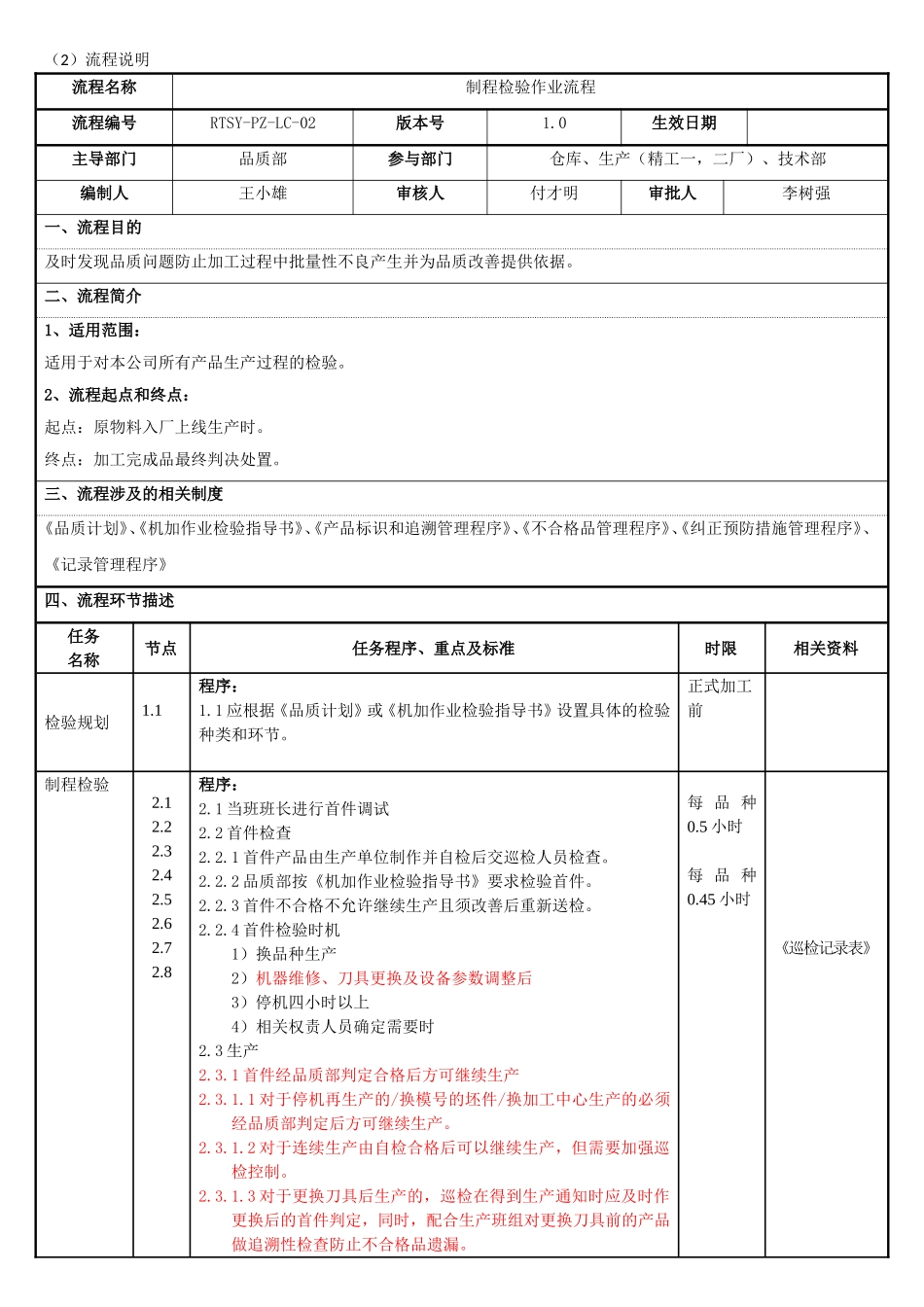
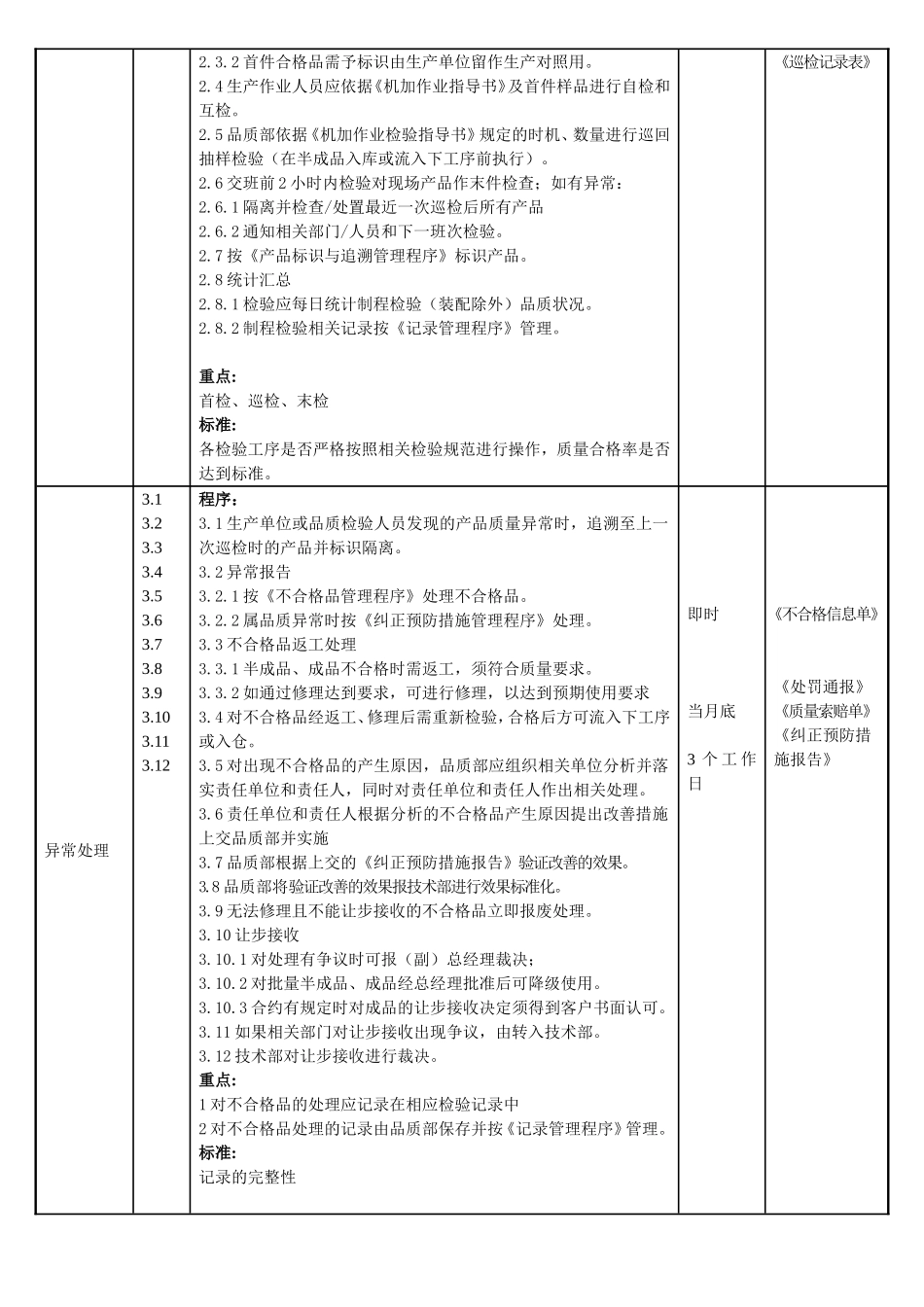
制程检验作业流程(1)流程图(2)流程说明流程名称制程检验作业流程流程编号RTSY-PZ-LC-02版本号1
0生效日期主导部门品质部参与部门仓库、生产(精工一,二厂)、技术部编制人王小雄审核人付才明审批人李树强一、流程目的及时发现品质问题防止加工过程中批量性不良产生并为品质改善提供依据
二、流程简介1、适用范围:适用于对本公司所有产品生产过程的检验
2、流程起点和终点:起点:原物料入厂上线生产时
终点:加工完成品最终判决处置
三、流程涉及的相关制度《品质计划》、《机加作业检验指导书》、《产品标识和追溯管理程序》、《不合格品管理程序》、《纠正预防措施管理程序》、《记录管理程序》四、流程环节描述任务名称节点任务程序、重点及标准时限相关资料检验规划1
1应根据《品质计划》或《机加作业检验指导书》设置具体的检验种类和环节
正式加工前制程检验2
1当班班长进行首件调试2
2首件检查2
1首件产品由生产单位制作并自检后交巡检人员检查
2品质部按《机加作业检验指导书》要求检验首件
3首件不合格不允许继续生产且须改善后重新送检
4首件检验时机1)换品种生产2)机器维修、刀具更换及设备参数调整后3)停机四小时以上4)相关权责人员确定需要时2
1首件经品质部判定合格后方可继续生产2
1对于停机再生产的/换模号的坯件/换加工中心生产的必须经品质部判定后方可继续生产
2对于连续生产由自检合格后可以继续生产,但需要加强巡检控制
3对于更换刀具后生产的,巡检在得到生产通知时应及时作更换后的首件判定,同时,配合生产班组对更换刀具前的产品做追溯性检查防止不合格品遗漏
5小时每品种0
45小时《巡检记录表》2
2首件合格品需予标识由生产单位留作生产对照用