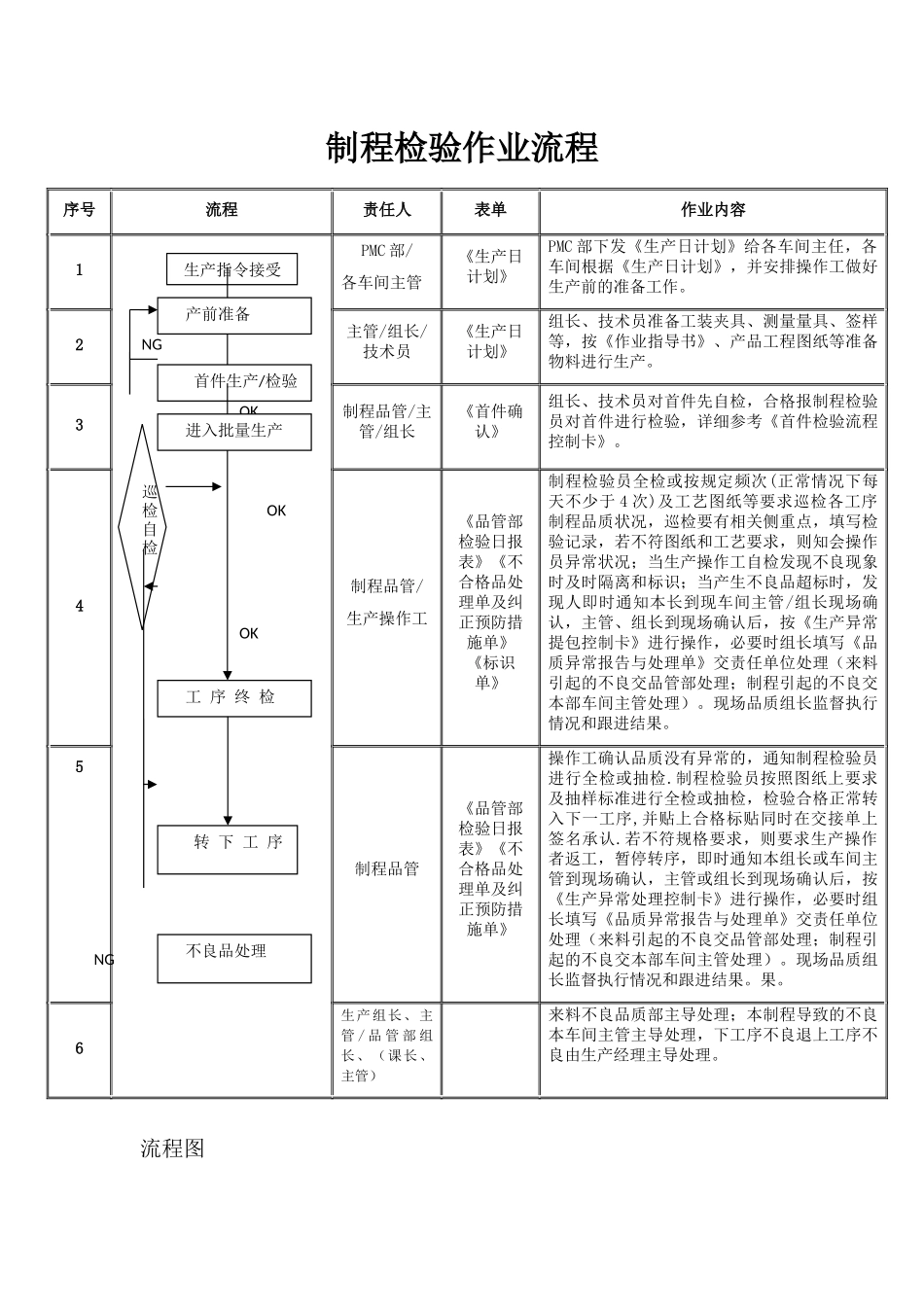
制程检验作业流程流程图序号流程责任人表单作业内容1PMC部/各车间主管《生产日计划》PMC部下发《生产日计划》给各车间主任,各车间根据《生产日计划》,并安排操作工做好生产前的准备工作
2主管/组长/技术员《生产日计划》组长、技术员准备工装夹具、测量量具、签样等,按《作业指导书》、产品工程图纸等准备物料进行生产
3制程品管/主管/组长《首件确认》组长、技术员对首件先自检,合格报制程检验员对首件进行检验,详细参考《首件检验流程控制卡》
4制程品管/生产操作工《品管部检验日报表》《不合格品处理单及纠正预防措施单》《标识单》制程检验员全检或按规定频次(正常情况下每天不少于4次)及工艺图纸等要求巡检各工序制程品质状况,巡检要有相关侧重点,填写检验记录,若不符图纸和工艺要求,则知会操作员异常状况;当生产操作工自检发现不良现象时及时隔离和标识;当产生不良品超标时,发现人即时通知本长到现车间主管/组长现场确认,主管、组长到现场确认后,按《生产异常提包控制卡》进行操作,必要时组长填写《品质异常报告与处理单》交责任单位处理(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)
现场品质组长监督执行情况和跟进结果
5制程品管《品管部检验日报表》《不合格品处理单及纠正预防措施单》操作工确认品质没有异常的,通知制程检验员进行全检或抽检
制程检验员按照图纸上要求及抽样标准进行全检或抽检,检验合格正常转入下一工序,并贴上合格标贴同时在交接单上签名承认
若不符规格要求,则要求生产操作者返工,暂停转序,即时通知本组长或车间主管到现场确认,主管或组长到现场确认后,按《生产异常处理控制卡》进行操作,必要时组长填写《品质异常报告与处理单》交责任单位处理(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)
现场品质组长监督执行情况和跟进结果
6生产组长、主管/品管部组长、(课长、主管)来料