模具课程设计说明书 ——弯曲模课程设计 学校: 学院: 专业: 姓名: 学号: 指导教师: 目 录 第一章 工艺分析及工艺方案的拟订 1
1 、零件工艺性分析 … … … … … … … … … … … … … … … … … … … 1 1
2、 工艺方案的确定 …………………………………………………………… 1 第二章 工艺设计 2
1、确定排样方案 …………………………………………………………… 2 2
2、计算各工序的压力 …………………………………………………………… 3 2
3 、压 力 机 的选 取 … … … … … … … … … … … … … … … … … … … … 4 第三章 模具类型及结构形式的选择 ……………………………………………… 5 第四章 模具工作零件刃口尺寸及公差的计算 4
1、凸、凹模刃口尺寸计算原则 ……………………………………………………… 5 4
2、刃口尺寸计算 ……………………………………………………………………… 5 第五章 模具零件的选用,设计及必要的计算 5
1、凹模结构尺寸的确定 ……………………………………………………………… 6 5
2、卸料树脂的选用 ………………………………………………………………… 7 5
3、其他标准件零件的选用 ………………………………………………………… 7 第六章 凸凹模加工工艺方案 6
1、凹模、凸模加工工艺路线………………………………………………… 7 6
2、模具装配…………………………………………………………………… 9 第一章 工艺分析及工艺方案的拟订 1
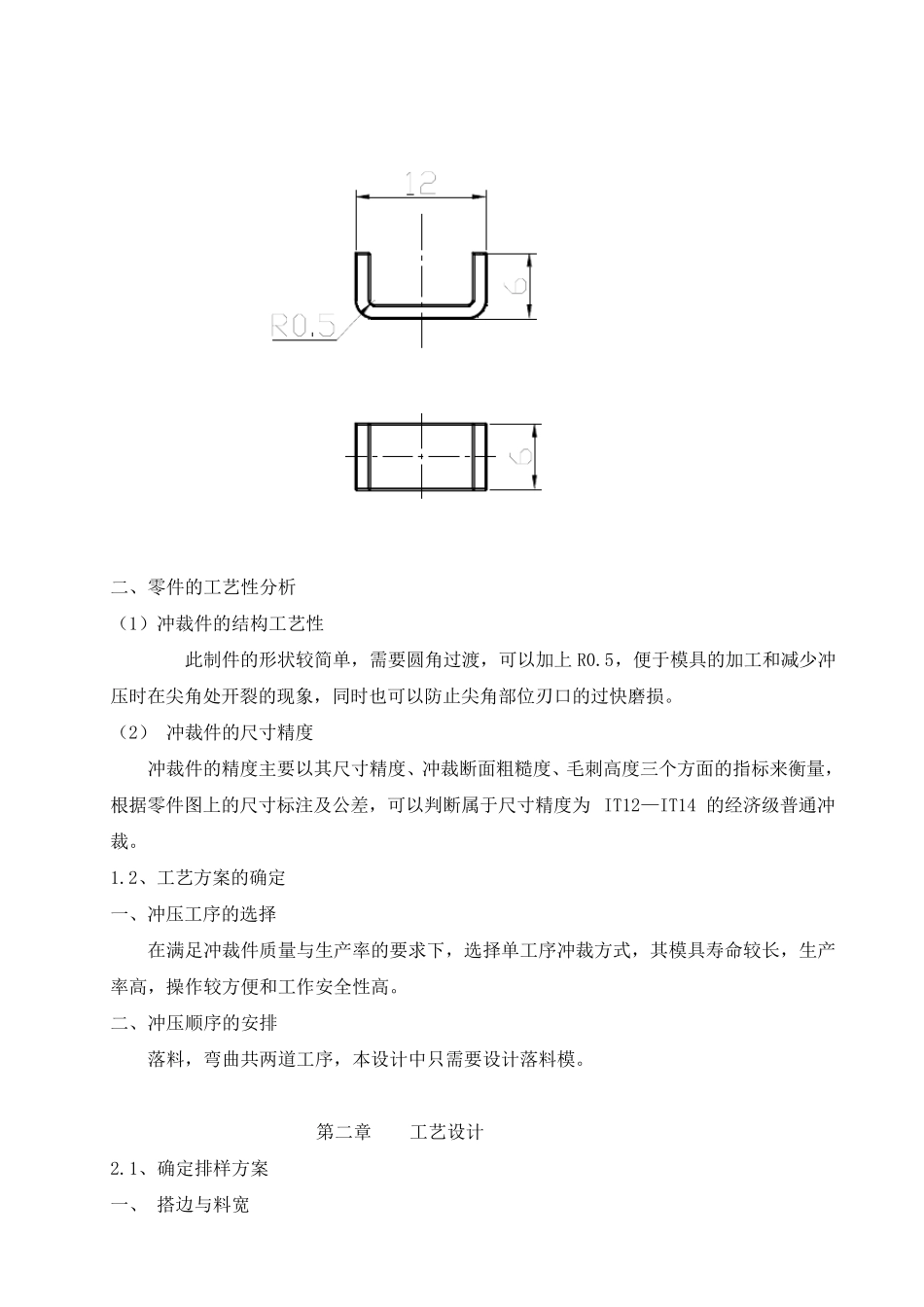
1 零件工艺性分析 一、零件图 二、零件的工艺性分析 (1)冲裁件的结构工艺性 此制件的形状较简单,需要圆角过渡,可以加上R0
5,便于模具的加工和减少冲压时在尖角处开裂的现象,同时也可以防止尖角部位刃口的过