学习领域制作人:曹正洁机电工程学院11452班PIANXINZHOUDEJIAGONGGONGYI学习情境四偏心轴的车削加工1
掌握偏心轴车学的方法2
学会偏心轴的加工操作3
培养良好的职业道德任务要求任务一1
阅读分析零件图
正确分析加工要求和加工方法
完成车削设备、刀具、工件装夹方式的信息采集
选择车床和刀具
了解偏心工件装夹方式
掌握偏心工件的安装
偏心工件的车削训练
完成偏心轴的车削加工
对加工的产品进行检查
考察学生实际操作能力、质量意识,正确检测工件
进行工件质量分析,分析零件超差的原因和应当采取的措施
对工艺方案合理性进行分析
对学生车削操作技能进行评价、优化,提高产品质量和生产效率
对操作过程进行评价、优化,降低生产和管理成本
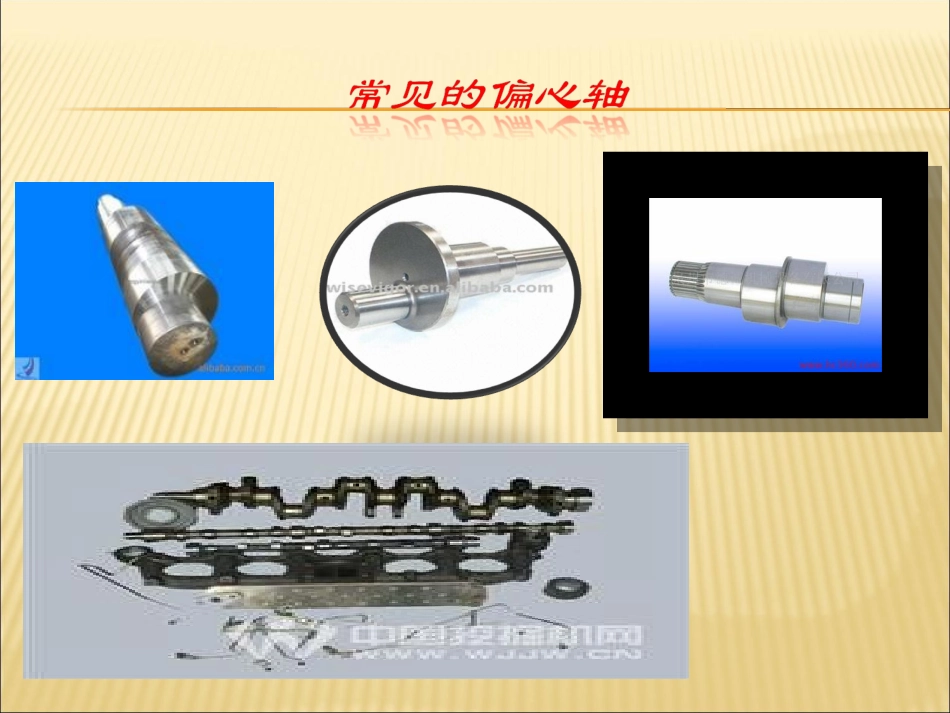
●在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都采用偏心零件来完成
发动机的曲轴回转变往复直线运动任务一偏心轴图样分析●当外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件
●外圆与外圆偏心的零件叫偏心轴,内孔与外圆偏心的零件叫偏心套,两轴线之间的距离叫偏心距
偏心盘偏心套偏心轴偏心距一
一般知识要求1
掌握偏心距的计算及偏心工件的装夹方法
掌握检测偏心零件的方法
车削技能要求1
掌握偏心工件的装夹车削技能
尺寸精度符合图纸要求,形位公差、表面粗糙度符合要求
车端面——车外圆——倒角——调头车偏心外圆——车总长——倒角
装备选择CA6140车床、刀具、夹具及装夹方法
加工步骤●下料φ36mm×62mm45#钢●三爪自定心卡盘装夹、车端面
●调头用垫块装夹找正,车偏心,尺寸至图纸要求
032025
0221