埋弧焊、埋弧焊、CO2CO2焊哪些材料的焊焊哪些材料的焊接不宜采用
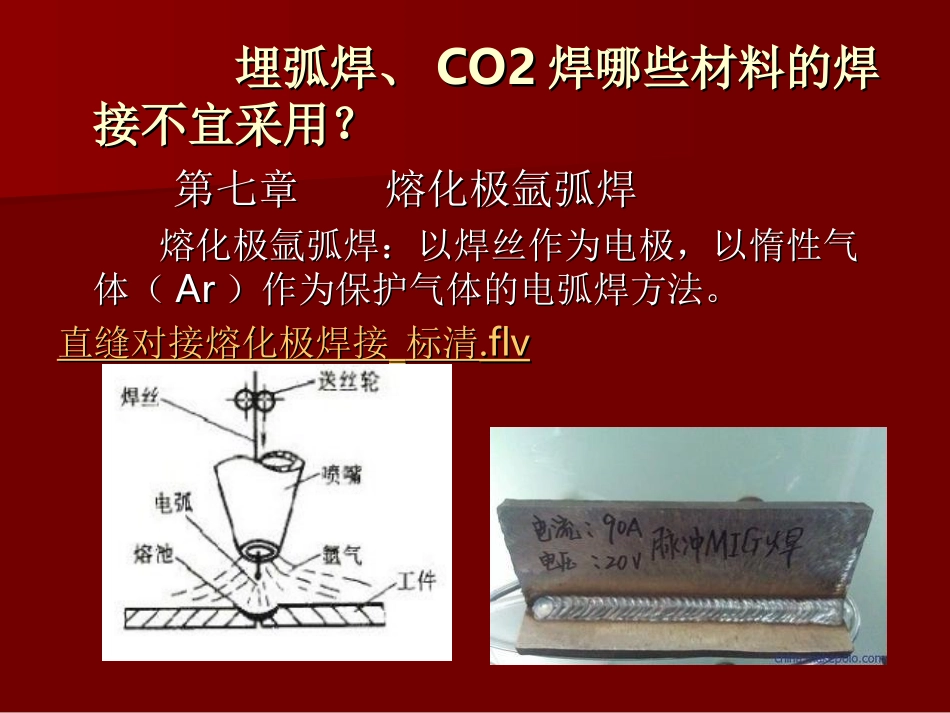
第七章熔化极氩弧焊第七章熔化极氩弧焊熔化极氩弧焊:以焊丝作为电极,以惰性气熔化极氩弧焊:以焊丝作为电极,以惰性气体(体(ArAr)作为保护气体的电弧焊方法
)作为保护气体的电弧焊方法
直缝对接熔化极焊接直缝对接熔化极焊接__标清标清
flv第一节熔化极氩弧焊的特点和应用第一节熔化极氩弧焊的特点和应用一、熔化极氩弧焊的特点一、熔化极氩弧焊的特点熔化极氩弧焊是以氩气或富氩气体作为保护的熔化极气熔化极氩弧焊是以氩气或富氩气体作为保护的熔化极气体保护焊方法,简称体保护焊方法,简称MIGMIG、、MAGMAG焊
其主要特点如下:焊
其主要特点如下:11)熔化极氩弧焊采用焊丝作电极,电流密度可大大提高
)熔化极氩弧焊采用焊丝作电极,电流密度可大大提高
因因而母材熔深大、焊丝熔化速度快、比而母材熔深大、焊丝熔化速度快、比TIGTIG焊具有更高的生产率,焊具有更高的生产率,适用于中等厚度和大厚度板材的焊接
适用于中等厚度和大厚度板材的焊接
22)采用惰性气体保护,电弧燃烧稳定,熔滴过渡平稳,无激)采用惰性气体保护,电弧燃烧稳定,熔滴过渡平稳,无激烈飞溅,焊接质量好
烈飞溅,焊接质量好
33)和)和TIGTIG焊一样,几乎可焊接所有的金属焊一样,几乎可焊接所有的金属,尤其适合于焊接,尤其适合于焊接铝及铝合金、铜及铜合金以及不锈钢等材料
铝及铝合金、铜及铜合金以及不锈钢等材料
4)4)熔化极氩弧焊焊接铝及铝合金时,一般采用直流反接,具熔化极氩弧焊焊接铝及铝合金时,一般采用直流反接,具有良好的阴极雾化作用
有良好的阴极雾化作用
可实现亚射流过渡,其电弧具有很强可实现亚射流过渡,其电弧具有很强的固有自调节作用
的固有自调节作用
二、熔化极氩弧焊的应用二、熔化极氩弧焊的应用熔化极氩弧焊MIG焊MAG焊ArAr+H