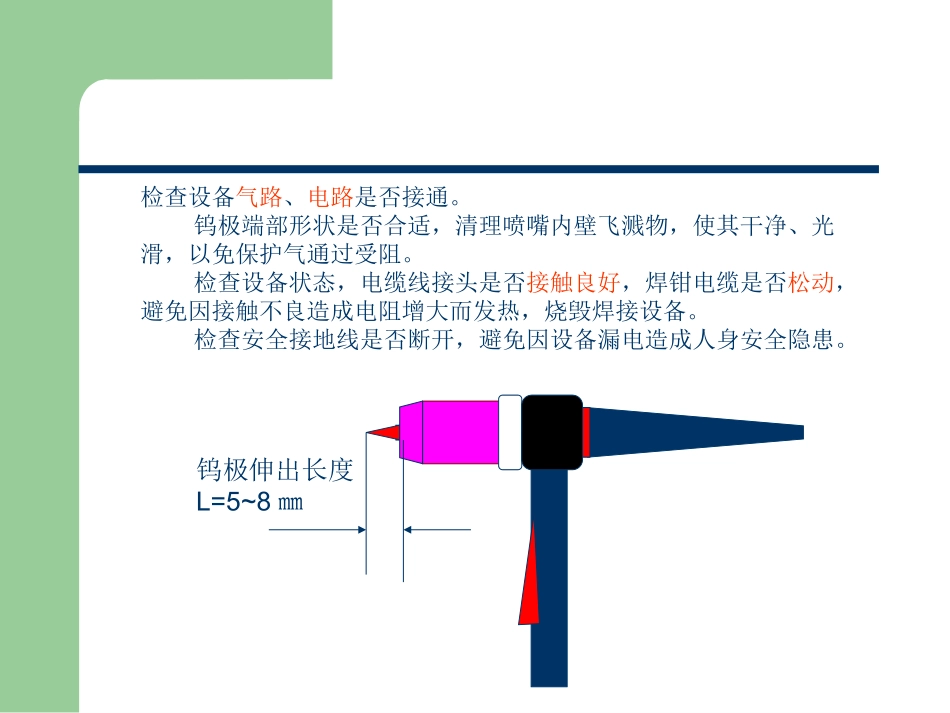
手工钨极氩弧焊检查设备气路、电路是否接通
钨极端部形状是否合适,清理喷嘴内壁飞溅物,使其干净、光滑,以免保护气通过受阻
检查设备状态,电缆线接头是否接触良好,焊钳电缆是否松动,避免因接触不良造成电阻增大而发热,烧毁焊接设备
检查安全接地线是否断开,避免因设备漏电造成人身安全隐患
钨极伸出长度L=5~8㎜端部球形:铝、镁及合金端部圆台形:低碳钢、低合金钢端部圆锥形:不锈钢钨极端部形状除铝镁及其合金的焊接以外,其它大部分材料的焊接,都采用直流正接
为获得“阴极破碎”作用
铝镁及其合金的焊接采用交流
直流反接,由于钨极承载电流能力差,钨极烧损严重,一般不采用
电源极性(—)直流正接ArArArArArArAr﹣﹣﹣﹣﹣﹣﹣(+)大多数金属交流铝镁(4)电流种类和极性当采用未经很好烘干的焊条进行焊接时,使用交流电源,焊缝最容易出现气孔;直流正接气孔和倾向较小;直流反接气孔倾向最小
采用碱性焊条时,一定要用直流反接,如果使用直流正接,则生成气孔的倾向显著增大
手工钨极氩弧焊手工钨极氩弧焊TIG焊接特点焊接过程稳定焊接电流下限低可焊接材料范围广焊接冶金过程易于控制焊接效率低只焊接薄板手工钨极氩弧焊基本材料消耗成本构成电极3%电力5%气体92%应用范围低碳钢合金钢有色金属铸铁手工钨极氩弧焊一、施工图样及工艺分析1、施工样图Φ60Φ5060°bP141根据题目和图样可知,本试件为V形坡口管对接水平固定钨极氩弧焊,要求单面焊双面成形
用钨极氩弧焊将两件长度100㎜,坡口面角度为30°的Φ60X5的20钢管对接焊成
其中坡口角度为60°,间隙和钝边自定
手工钨极氩弧焊2、工艺分析试件20钢,焊接性能优良:稳定,明弧'熔透,良好成形;电弧密度高,热量集中,热影响区小,不易产生过热组织,内应力小,焊缝塑性韧性好,不易产生未焊透,气孔、夹渣及裂纹等缺陷