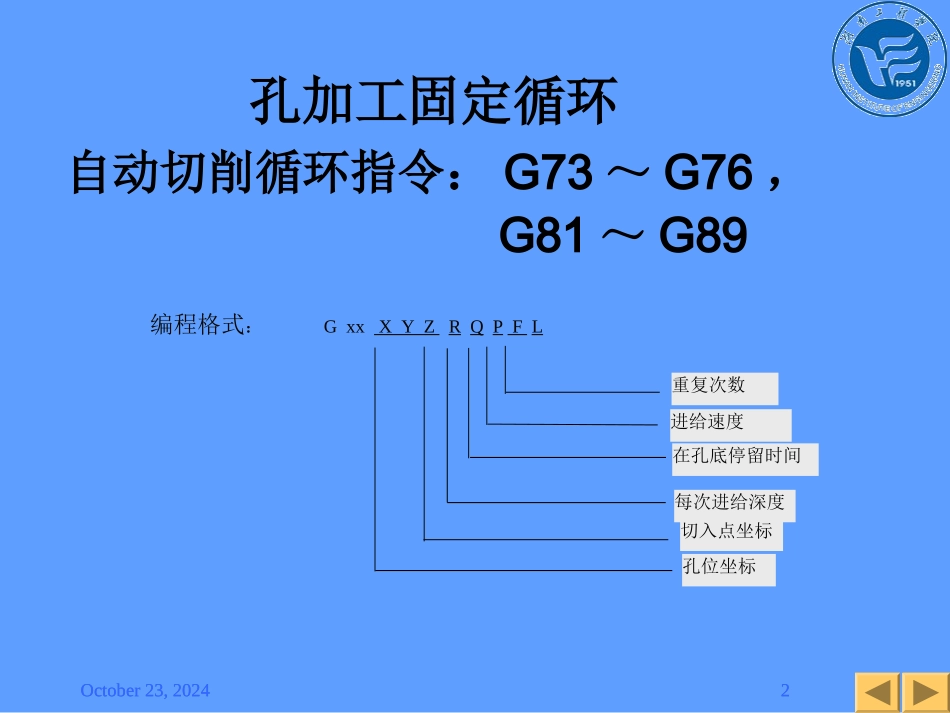
授课:关耀奇湖南工程学院机械工程系铣削加工固定循环October23,20242孔加工固定循环自动切削循环指令:G73~G76,G81~G89October23,20242编程格式:GxxXYZRQPFL孔位坐标切入点坐标每次进给深度在孔底停留时间重复次数进给速度October23,20243G80G80、、G73G73~~G76G76、、G81~G89G81~G89固定循环指令固定循环指令•在用NC机床上加工零件,一些典型加工工序,如钻孔、攻丝、深孔钻削、切螺纹等,所完成的动作循环十分典型,将这些动作预先编好程序并存储在存储器中,并用相应的G代码来指令
固定循环中的G代码所指令的动作程序,要比一般G代码所指令的动作要多得多,因此使用固定循环功能,可以大大简化程序编制
October23,20244每一个自动切削循环指令最多由6个动作组成动作1=>刀具快速定位至欲加工位置的坐标点,即起始点(Initialpoint)
动作2=>快速定位至R点,即为参考点(Referancepoint)
动作3=>切削加工(如钻孔、铰孔、攻螺纹、镗孔等)
October23,20245•动作4=>孔底位置的动作
•动作5=>退回至R点
•动作6=>退回至起始点
October23,20246切削循环指令的动作切削循环指令的动作指令动作3-Z方向进刀动作4孔底位置动作动作5+Z方向退回动作用途G73间歇进给快速移动啄式钻孔循环G74切削进给主轴停止→主轴正转切削进给攻左螺纹循环G76切削进给主轴定向停止快速移动精密镗孔循环G80切削循环取消G81切削进给快速移动钻孔循环G82切削进给暂留快速移动锥柱坑钻孔循环G83间歇进给快速移动啄式钻深孔循环G84切削进给主轴停止→主轴反转切削进给攻右螺纹循环G85切削进给切削进给铰孔循环G86切削进给主轴停止快速移动镗孔循环G87切削进给主轴停止快速移动背