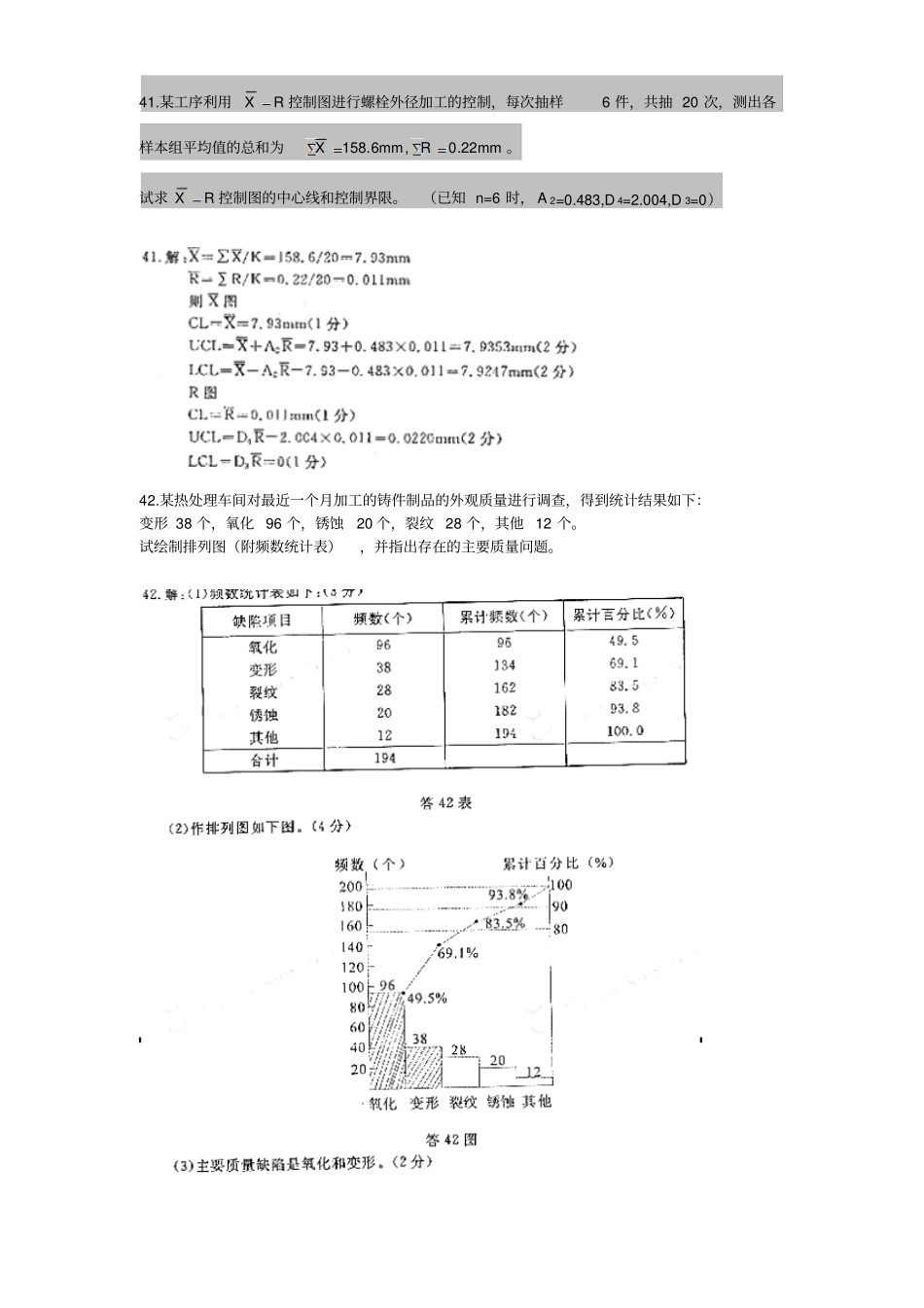
某工序利用RX控制图进行螺栓外径加工的控制,每次抽样6 件,共抽 20 次,测出各样本组平均值的总和为mm22
0R,mm6
试求RX控制图的中心线和控制界限
(已知 n=6 时, A 2=0
483,D 4=2
004,D 3=0)42
某热处理车间对最近一个月加工的铸件制品的外观质量进行调查,得到统计结果如下:变形 38 个,氧化 96 个,锈蚀20 个,裂纹 28 个,其他 12 个
试绘制排列图(附频数统计表),并指出存在的主要质量问题
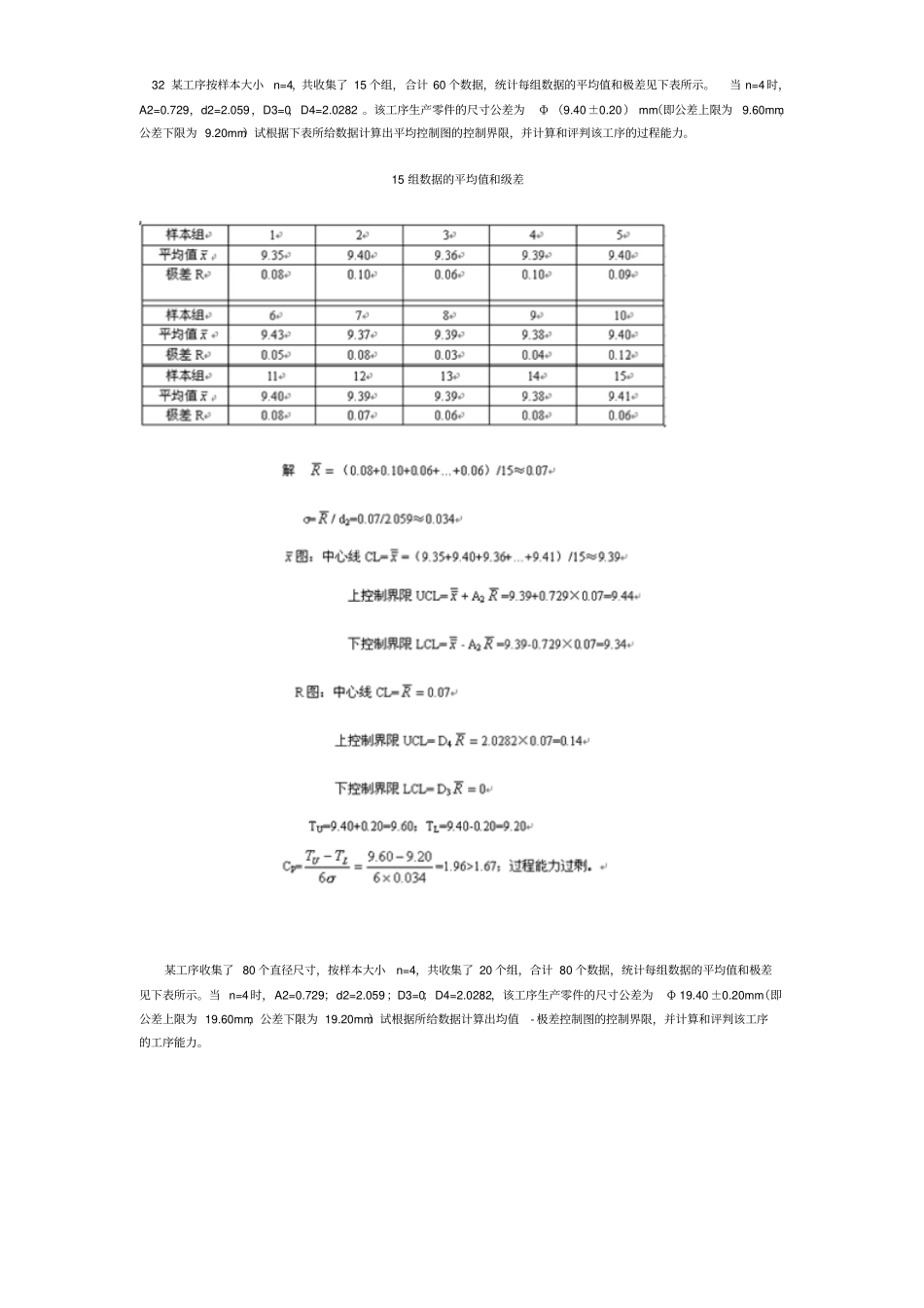
32 某工序按样本大小n=4,共收集了 15 个组,合计 60 个数据,统计每组数据的平均值和极差见下表所示
当 n=4时,A2=0
729,d2=2
059,D3=0,D4=2
该工序生产零件的尺寸公差为Φ (9
20) mm(即公差上限为9
60mm,公差下限为 9
20mm)试根据下表所给数据计算出平均控制图的控制界限,并计算和评判该工序的过程能力
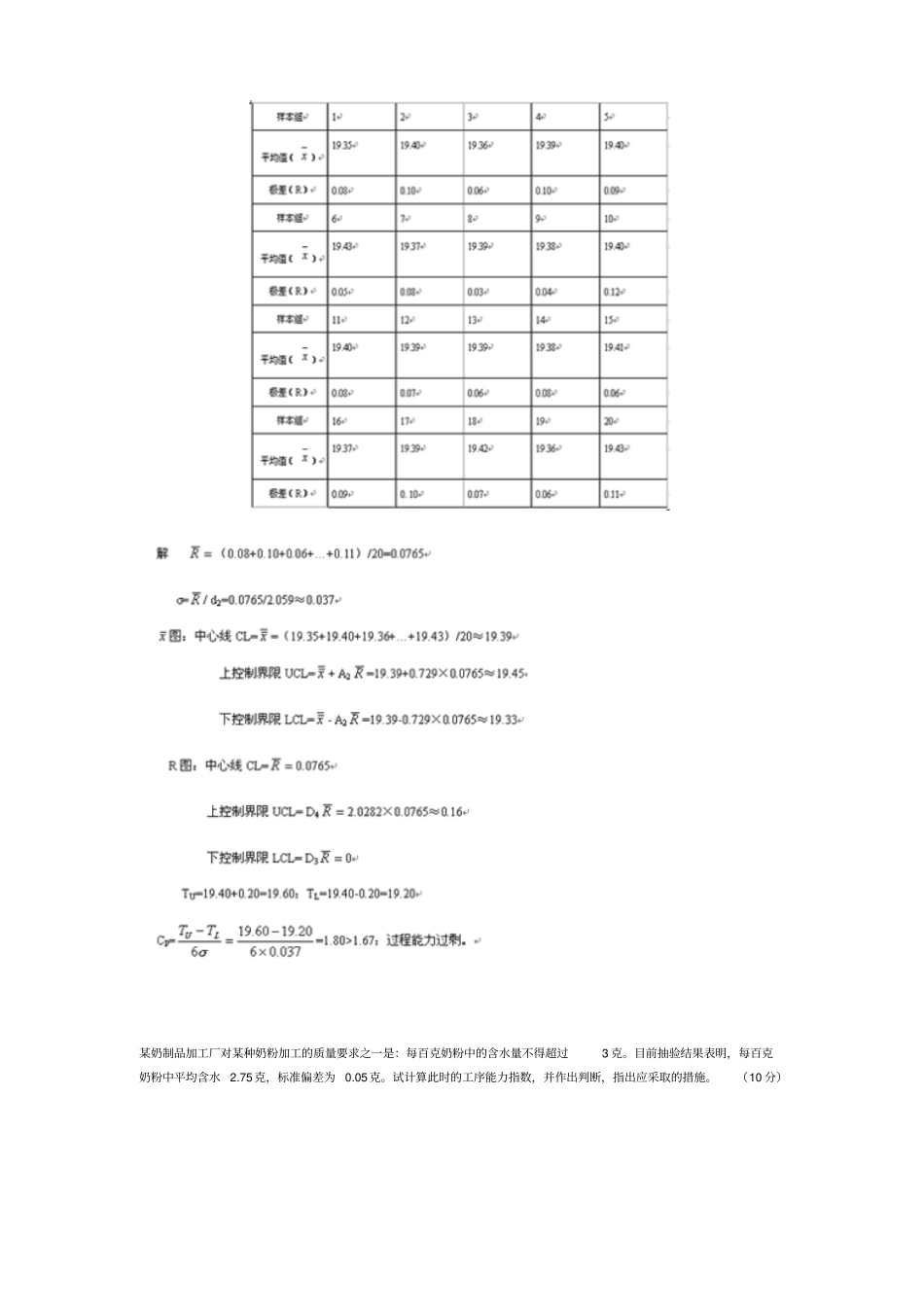
15 组数据的平均值和级差某工序收集了 80 个直径尺寸,按样本大小n=4,共收集了 20 个组,合计 80 个数据,统计每组数据的平均值和极差见下表所示
当 n=4时,A2=0
729;d2=2
059;D3=0;D4=2
0282,该工序生产零件的尺寸公差为Φ 19
20mm(即公差上限为 19
60mm,公差下限为 19
20mm)试根据所给数据计算出均值- 极差控制图的控制界限,并计算和评判该工序的工序能力
某奶制品加工厂对某种奶粉加工的质量要求之一是:每百克奶粉中的含水量不得超过3 克
目前抽验结果表明,每百克奶粉中平均含水2
75克,标准偏差为0
试计算此时的工序能力指数,并作出判断,指出应采取的措施
(10 分)41.某建材的设计硬度为520~560kg/cm2,随机抽取100 件样品,测得样本平均值( x )