冲压零件工时定额规范为了平衡各车间冲压件工时定额,规范管理,技术科通过综合以往的经验数据,在实测的基础上,经过分析、类比整理出本规范,该规范将作为今后新产品零件编制工时定额和新业务投标竞价的依据
工序时间定额(简称工时定额):完成某一道工序所需时间的规定值称为工序时间定额
工序时间定额由如下各部分组成基本时间(或机动时间)Tm:在一道工序中,直接改变工件的形状、尺寸、表面质量等所消耗的时间
辅助时间 Tf:在一道工序中,为保证基本工作所做动作需要的时间
工件自检时间 Tc:-道工序完成后需要进行检测的平均时间
一般冲压件只需要按照工艺卡规定的频次进行检验,重要外观件每工序需要进行外观全检
工作地服务时间 Tw:在工序之外,用于保证加工过程的顺利进行所作工作消耗时间在每个工件上的分摊
如换刀、机床调整等的时间
生理需要时间(休息时间或自然时间)Tx:工作中,工人自然需要花费的时间在每一个工件上的分摊
准备终结时间(只在批量生产中存在)Tz:对于只生产一批零件的情况,在加工之前要进行工艺准备(如:熟悉工艺、安装调整工装等),加工之后工件装车、工序间转序以及工作地整理,这些工作消耗的时间就是准备终结时间
在考虑准备终结时间时,工序时间又称为单件核算时间
工序时间 Td 的表达:Td 二 Tm+Tf+Tc+Tw+Tx+(Tz/n)(式中:n 为批量)厂房之间的周转、车间检验的人员工资不从计件工资内摊消
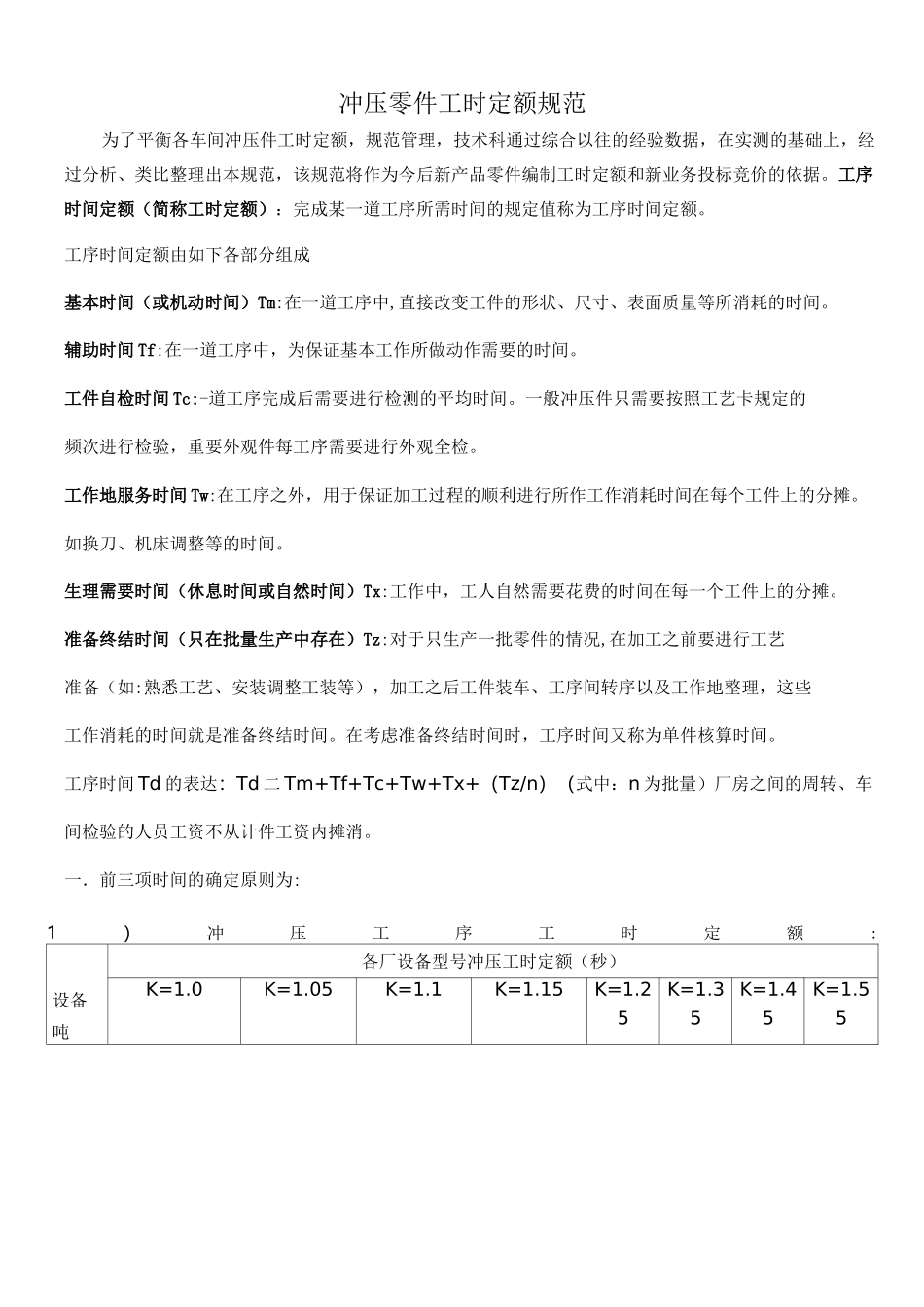
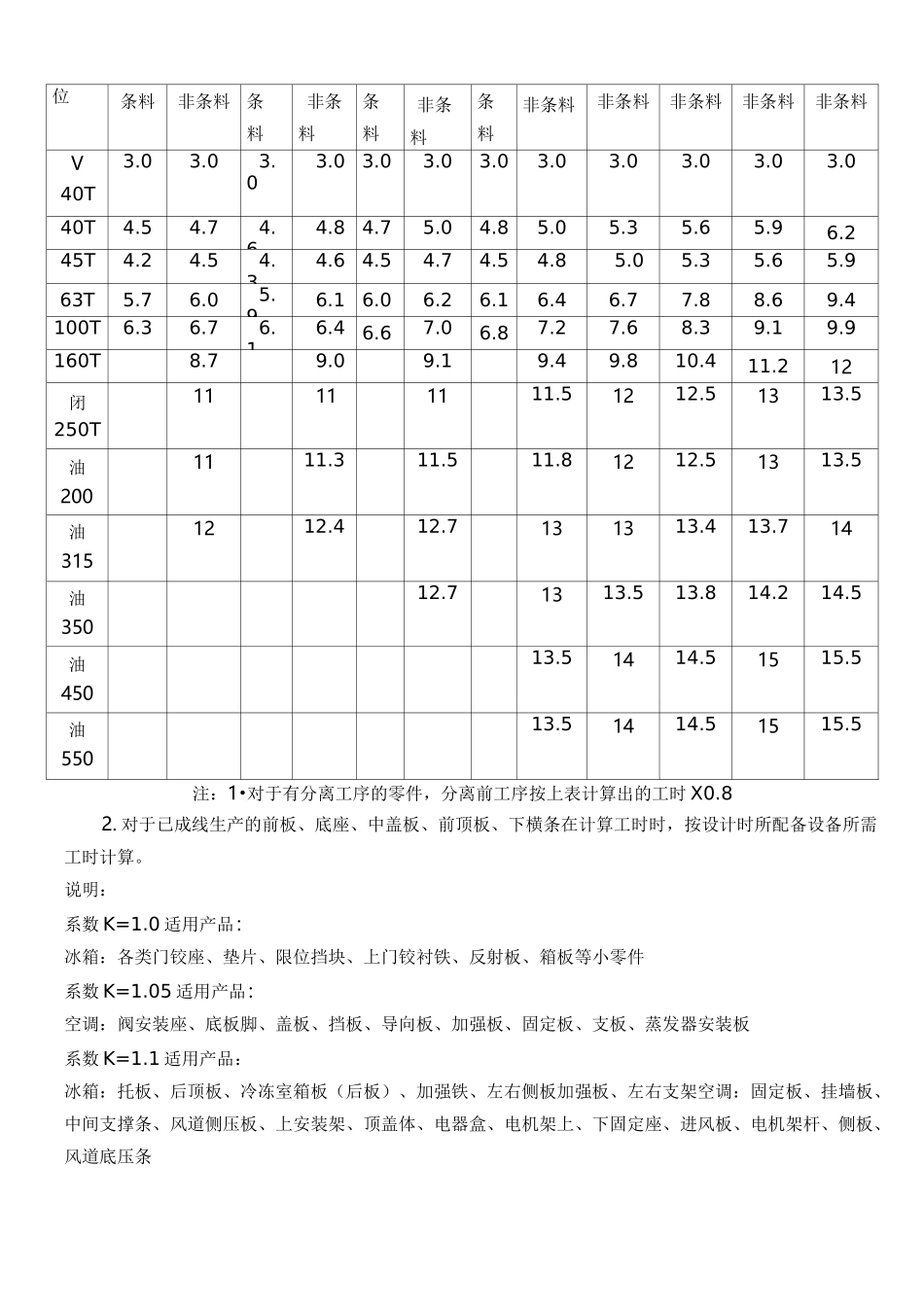
一.前三项时间的确定原则为:1)冲压工序工时定额:设备吨各厂设备型号冲压工时定额(秒)K=1
55位条料非条料条料非条料条料非条料条料非条料非条料非条料非条料非条料V40T3