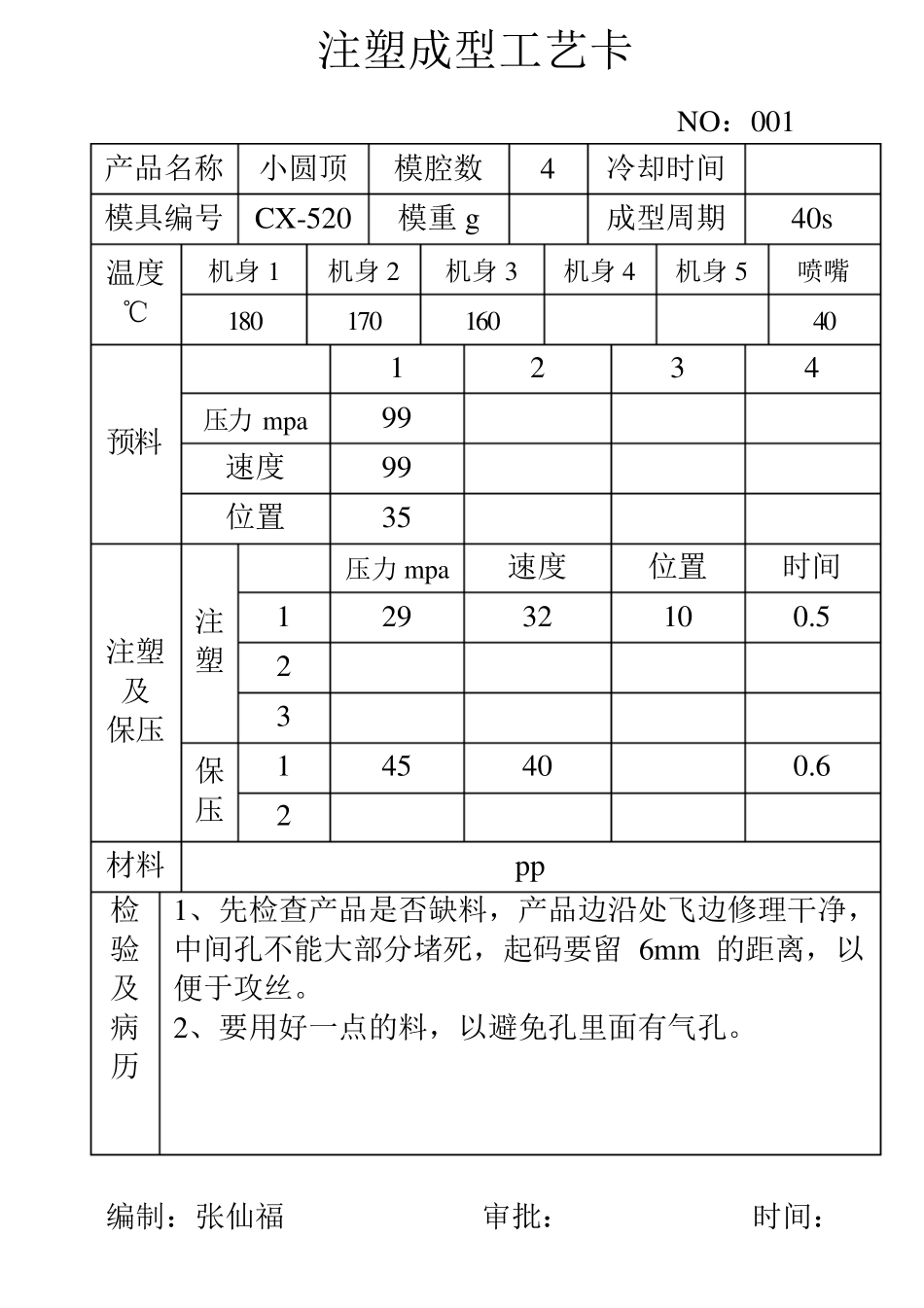
注塑成型工艺卡 NO:001 产品名称 小圆顶 模腔数 4 冷却时间 模具编号 CX-520 模重g 成型周期 40s 温度 ℃ 机身 1 机身 2 机身 3 机身 4 机身 5 喷嘴 180 170 160 40 预料 1 2 3 4 压力 mpa 99 速度 99 位置 35 注塑及 保压 注塑 压力 mpa 速度 位置 时间 1 29 32 10 0
5 2 3 保压 1 45 40 0
6 2 材料 pp 检验及 病历 1、先检查产品是否缺料,产品边沿处飞边修理干净,中间孔不能大部分堵死,起码要留 6mm 的距离,以便于攻丝
2、要用好一点的料,以避免孔里面有气孔
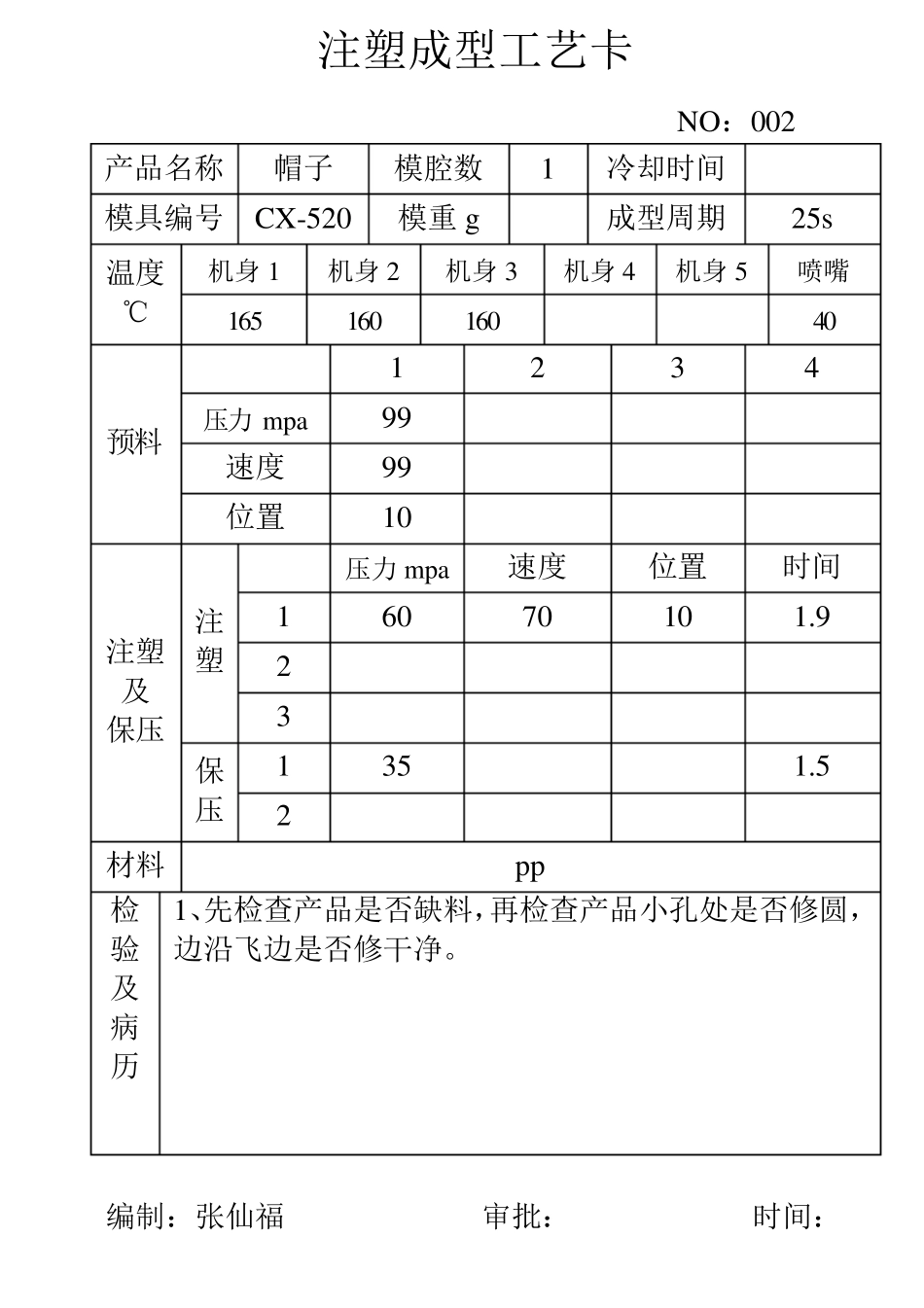
编制:张仙福 审批: 时间: 注塑成型工艺卡 NO:002 产品名称 帽子 模腔数 1 冷却时间 模具编号 CX-520 模重g 成型周期 25s 温度 ℃ 机身 1 机身 2 机身 3 机身 4 机身 5 喷嘴 165 160 160 40 预料 1 2 3 4 压力 mpa 99 速度 99 位置 10 注塑及 保压 注塑 压力 mpa 速度 位置 时间 1 60 70 10 1
9 2 3 保压 1 35 1
5 2 材料 pp 检验及 病历 1、先检查产品是否缺料,再检查产品小孔处是否修圆,边沿飞边是否修干净
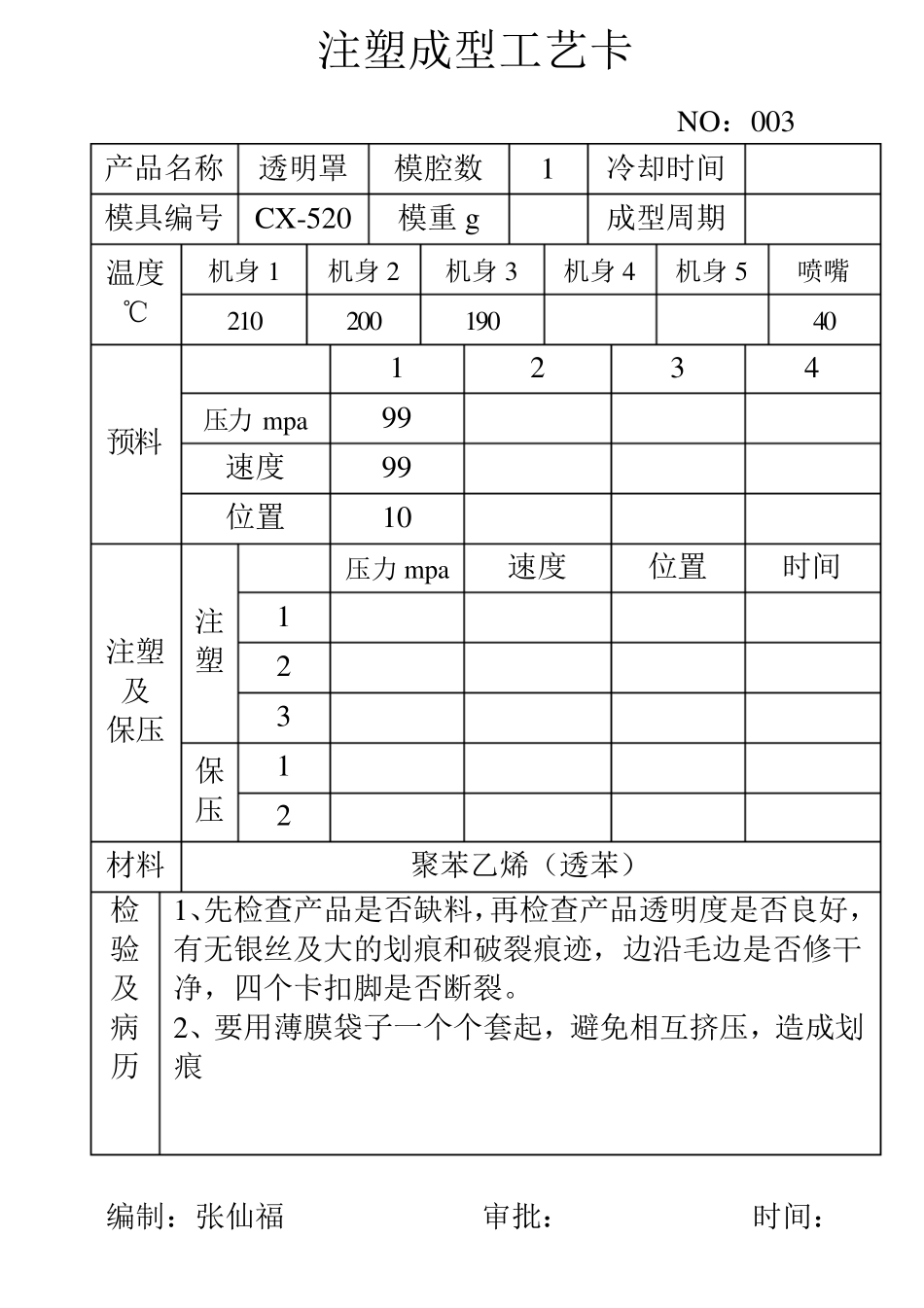
编制:张仙福 审批: 时间: 注塑成型工艺卡 NO:003 产品名称 透明罩 模腔数 1 冷却时间 模具编号 CX-520 模重g 成型周期 温度 ℃ 机身 1 机身 2 机身 3 机身 4 机身 5 喷嘴 210 200 190 40 预料 1 2 3 4 压力 mpa 99 速度 99 位置 10 注塑及 保压 注塑 压力 mpa 速度 位置 时间 1 2 3 保压 1 2 材料 聚苯乙烯(透苯) 检验及 病历 1、先检查产品是否缺料,再检查产品透明度是否良好,有无银丝及大的划痕和