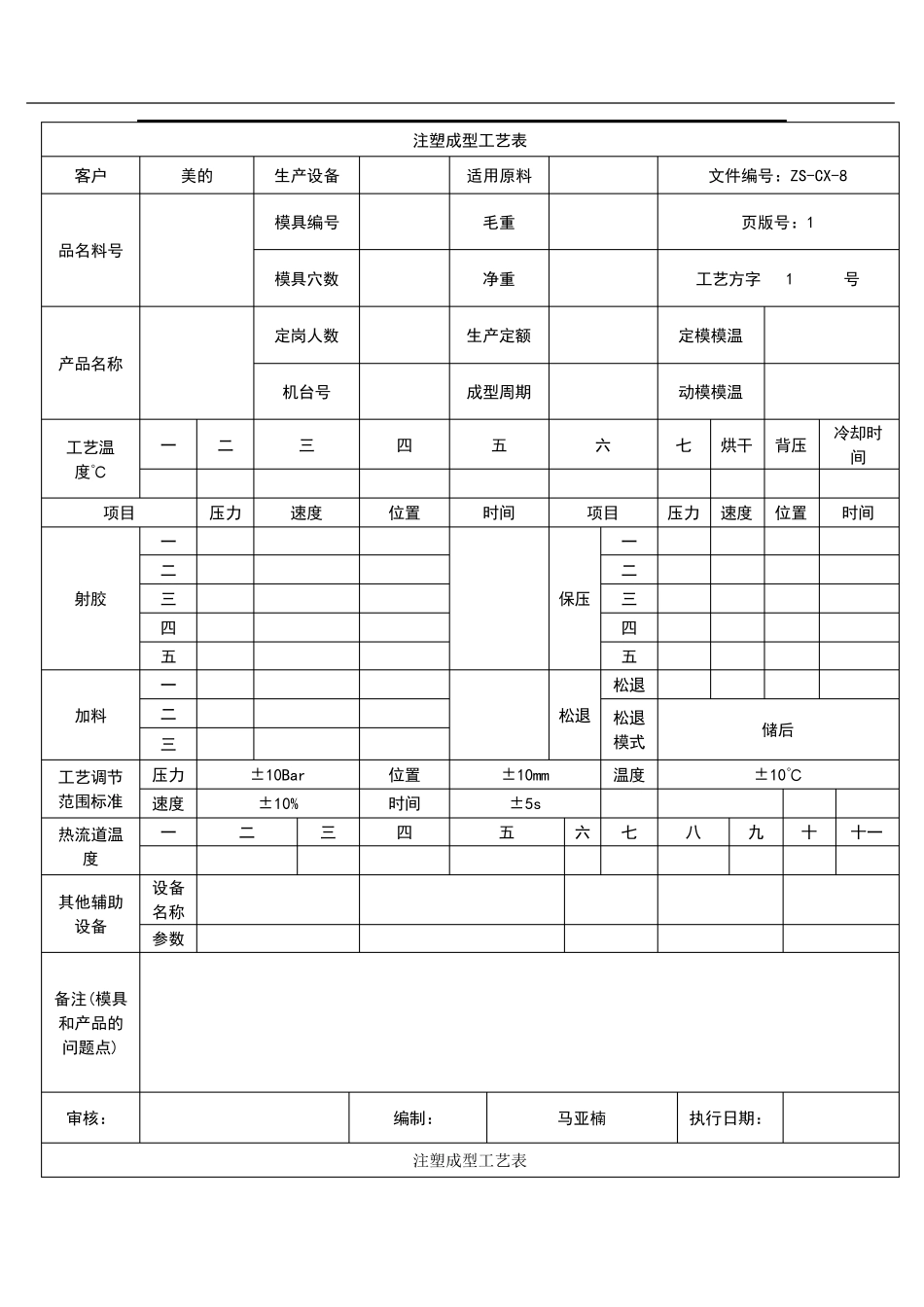
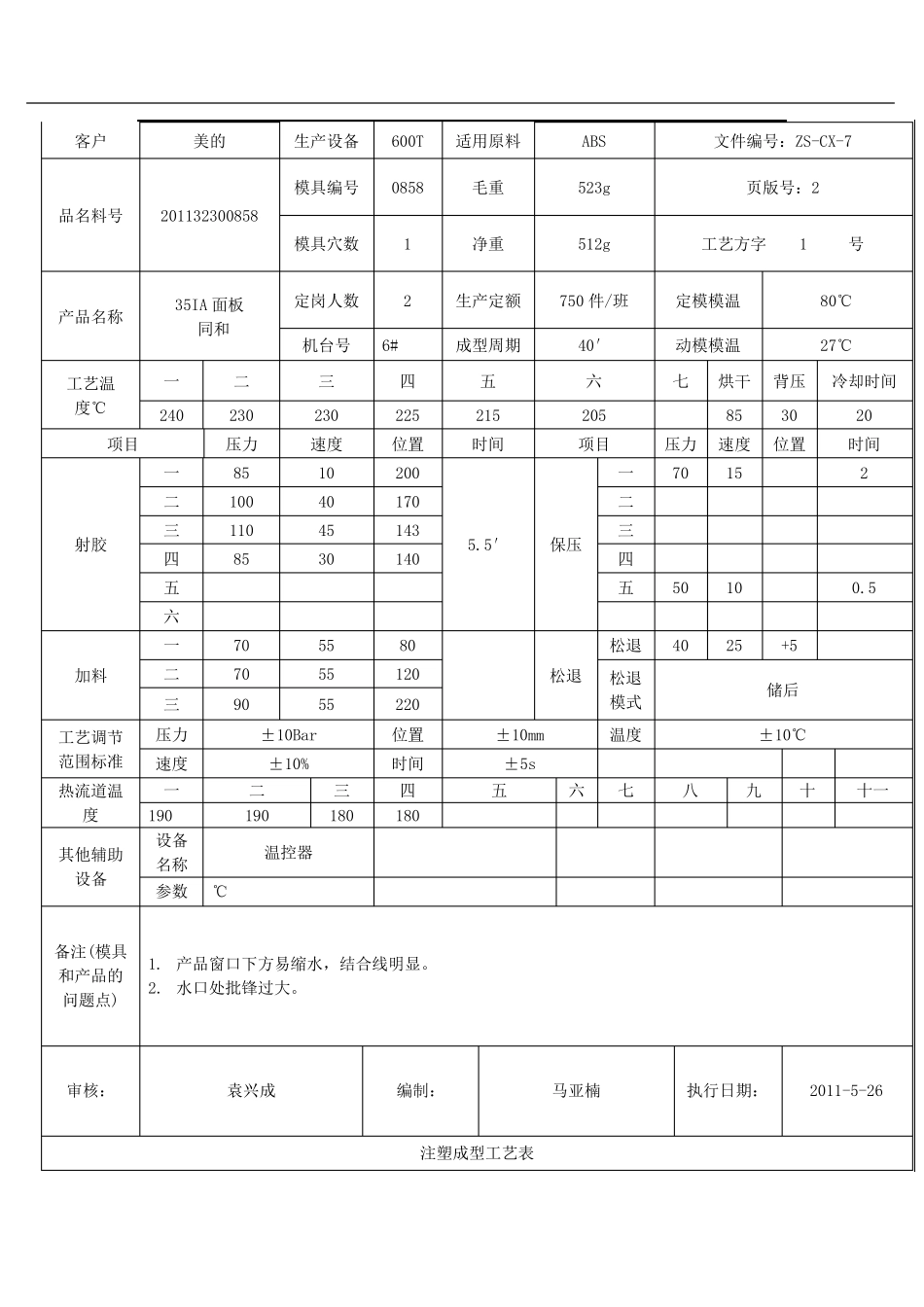
注塑成型工艺表 客户 美的 生产设备 适用原料 文件编号:ZS-CX-8 品名料号 模具编号 毛重 页版号:1 模具穴数 净重 工艺方字 1 号 产品名称 定岗人数 生产定额 定模模温 机台号 成型周期 动模模温 工艺温度℃ 一 二 三 四 五 六 七 烘干 背压 冷却时间 项目 压力 速度 位置 时间 项目 压力 速度 位置 时间 射胶 一 保压 一 二 二 三 三 四 四 五 五 加料 一 松退 松退 二 松退模式 储后 三 工艺调节范围标准 压力 ±10Bar 位置 ±10mm 温度 ±10℃ 速度 ±10% 时间 ±5s 热流道温度 一 二 三 四 五 六 七 八 九 十 十一 其他辅助设备 设备名称 参数 备注(模具和产品的问题点) 审核: 编制: 马亚楠 执行日期: 注塑成型工艺表 客户 美的 生产设备 600T 适用原料 ABS 文件编号:ZS-CX-7 品名料号 201132300858 模具编号 0858 毛重 523g 页版号:2 模具穴数 1 净重 512g 工艺方字 1 号 产品名称 35IA 面板 同和 定岗人数 2 生产定额 750 件/班 定模模温 80℃ 机台号 6# 成型周期 40′ 动模模温 27℃ 工艺温度℃ 一 二 三 四 五 六 七 烘干 背压 冷却时间 240 230 230 225 215 205 85 30 20 项目 压力 速度 位置 时间 项目 压力 速度 位置 时间 射胶 一 85 10 200 5
5′ 保压 一 70 15 2 二 100 40 170 二 三 110 45 143 三 四 85 30 140 四 五 五 50 10 0
5 六 加料 一 70 55 80 松退 松退 40 25 +5 二 70 55 120 松退模式 储后 三 90 55 220 工艺调节范围标准 压力 ±10Bar 位置 ±10m