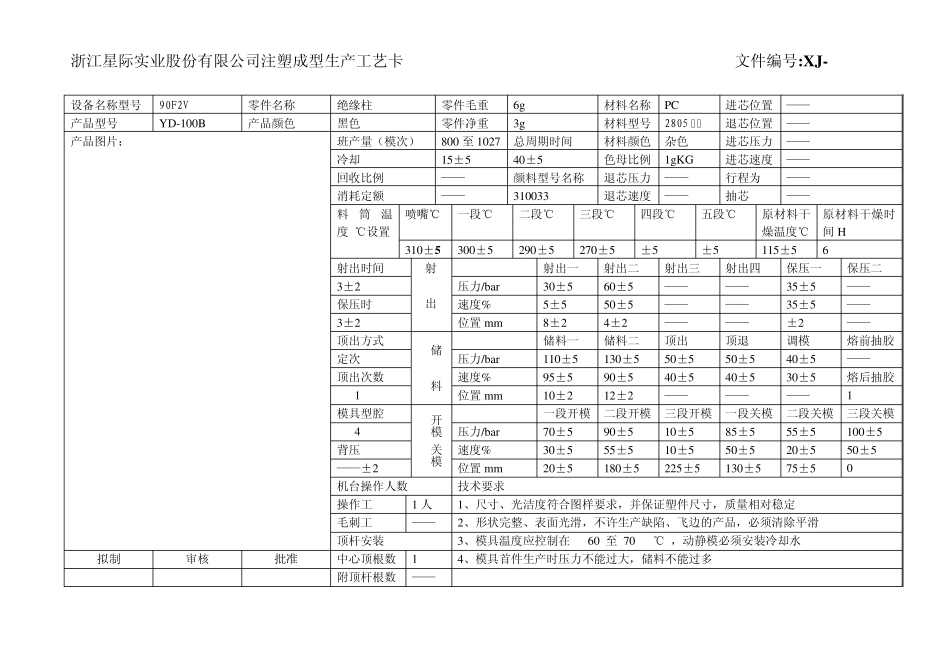
浙江星际实业股份有限公司注塑成型生产工艺卡 文件编号:X J- 设备名称型号 90F2V 零件名称 绝缘柱 零件毛重 6g 材料名称 PC 进芯位置 —— 产品型号 YD-100B 产品颜色 黑色 零件净重 3g 材料型号 2805 回料 退芯位置 —— 产品图片: 班产量(模次) 800 至1027 总周期时间 材料颜色 杂色 进芯压力 —— 冷却 15±5 40±5 色母比例 1gKG 进芯速度 —— 回收比例 —— 颜料型号名称 退芯压力 —— 行程为 —— 消耗定额 —— 310033 退芯速度 —— 抽芯 —— 料筒温度 ℃设置 喷嘴℃ 一段℃ 二段℃ 三段℃ 四段℃ 五段℃ 原材料干燥温度℃ 原材料干燥时间H 310±5 300±5 290±5 270±5 ±5 ±5 115±5 6 射出时间 射 出 射出一 射出二 射出三 射出四 保压一 保压二 3±2 压力/bar 30±5 60±5 —— —— 35±5 —— 保压时 速度% 5±5 50±5 —— —— 35±5 —— 3±2 位置mm 8±2 4±2 —— —— ±2 —— 顶出方式 储 料 储料一 储料二 顶出 顶退 调模 熔前抽胶 定次 压力/bar 110±5 130±5 50±5 50±5 40±5 —— 顶出次数 速度% 95±5 90±5 40±5 40±5 30±5 熔后抽胶 1 位置mm 10±2 12±2 —— —— —— 1 模具型腔 开模 关模 一段开模 二段开模 三段开模 一段关模 二段关模 三段关模 4 压力/bar 70±5 90±5 10±5 85±5 55±5 100±5 背压 速度% 30±5 55±5 10±5 50±5 20±5 50±5 ——±2 位置mm 20±5 180±5 225±5 130±5 75±5 0 机台操作人数 技术要求 操作工 1 人 1、尺