佛山市华一明德塑料制品有限公司 培训教材 2 0 1 1 年 1 1 月 1 佛山市华一明德塑料制品有限公司 注塑成型缺陷及解决方案 内 部 培 训 教 材 制作:徐鸿健 2011 年 11 月 佛山市华一明德塑料制品有限公司 培训教材 2 0 1 1 年1 1 月 2 第一章 注塑成型缺陷及解决方法 第一节 欠注 一.名词解释 熔料进入型腔后没有充填完全,导致产品缺料叫做欠注或短射
故障分析及排除方法: 1
设备选型不当
在选用注塑设备时,注塑机的最大注射量必须大于塑件重量
在验核时,注射总量(包括塑件、浇道及飞边)不能超出注射机塑化量的85%
供料不足,加料口底部可能有“架桥”现象
可适当增加射料杆注射行程,增加供料量
原料流动性能太差
应设法改善模具浇注系统的滞流缺陷,如合理设置浇道位置、扩大浇口、流道和注料口尺寸以及采用较大的喷嘴等
同时,可在原料配方中增加适量助剂,改善树脂的流动性能
应减 少 润滑剂用量及调 整 料筒 与 射料杆间 隙 ,修 复 设备
冷 料杂 质 阻 塞 流道
应将 喷嘴拆 卸 清 理或扩大模具冷 料穴 和流道的截 面
浇注系统设计 不合理
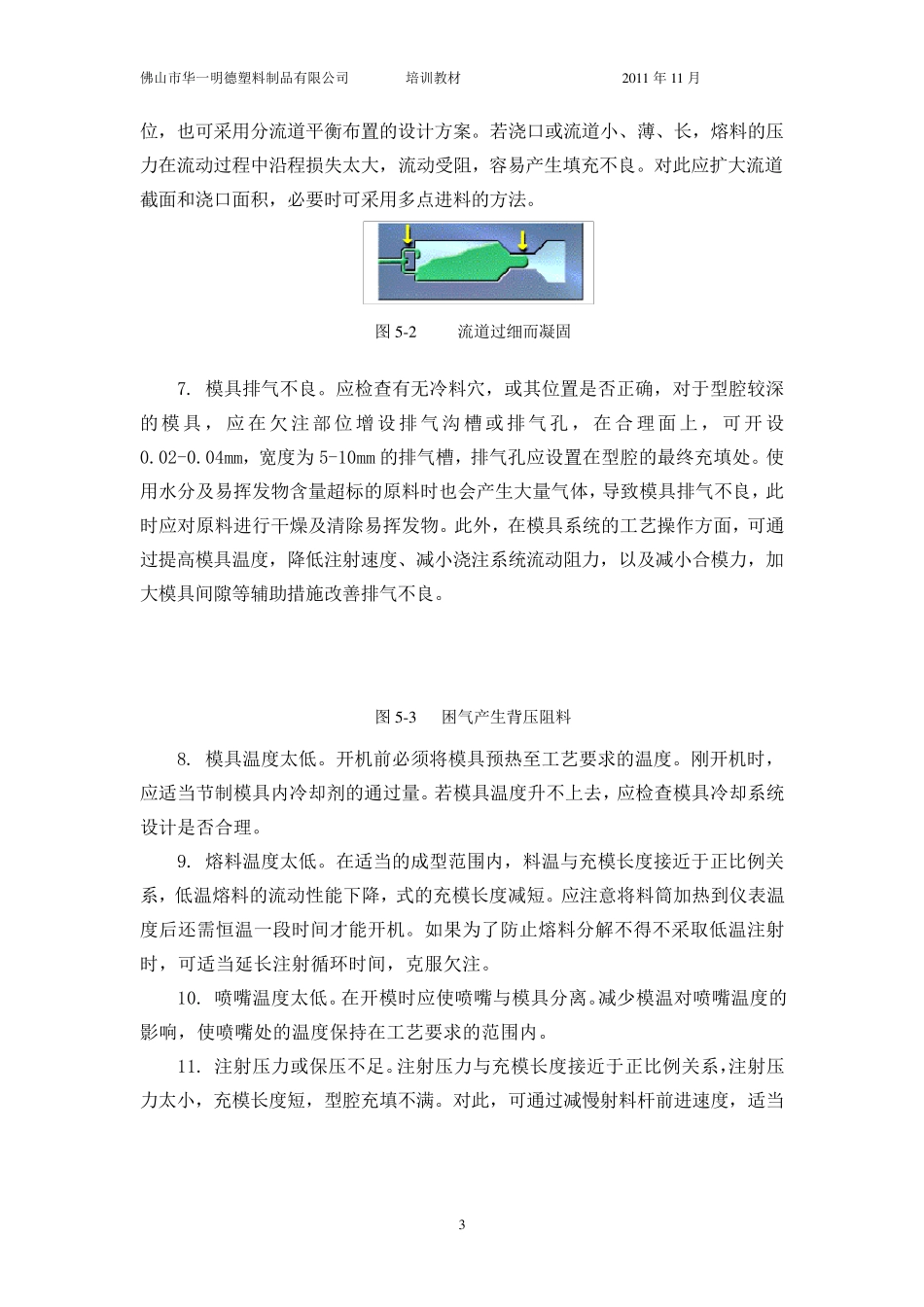
设计 浇注系统时,要 注意 浇口平 衡 ,各 型腔内 塑件的重量要 与 浇口大小 成正 比 ,是 各 型腔能同时充满 ,浇口位置要 选择 在厚 壁 部图5 -1 制品缺料示意 图 佛山市华一明德塑料制品有限公司 培训教材 2 0 1 1 年11 月 3 位,也可采用分流道平衡布置的设计方案
若浇口或流道小、薄、长,熔料的压力在流动过程中沿程损失太大,流动受阻,容易产生填充不良
对此应扩大流道截面和浇口面积,必要时可采用多点进料的方法
模具排气不良
应检查有无冷料穴,或其位置是否正确,对于型腔较深的模 具 ,应 在 欠 注部 位