X X 激光 自动化应用中心 第 1 页 共 11 页 ︽ 振 镜 焊 接 自 动 化 流 水 线 ︾ 技 术 方 案 XX 激光 自动化应用中心 第 2 页 共 11 页 一、 客户需求: 某种量产手机机壳两种不锈钢结构件之间的精密焊接,要求提供精确的位置精度,可靠的连接强度,较快的生产节拍,良好的工件外观,方便的操作性能与低廉的人工成本等
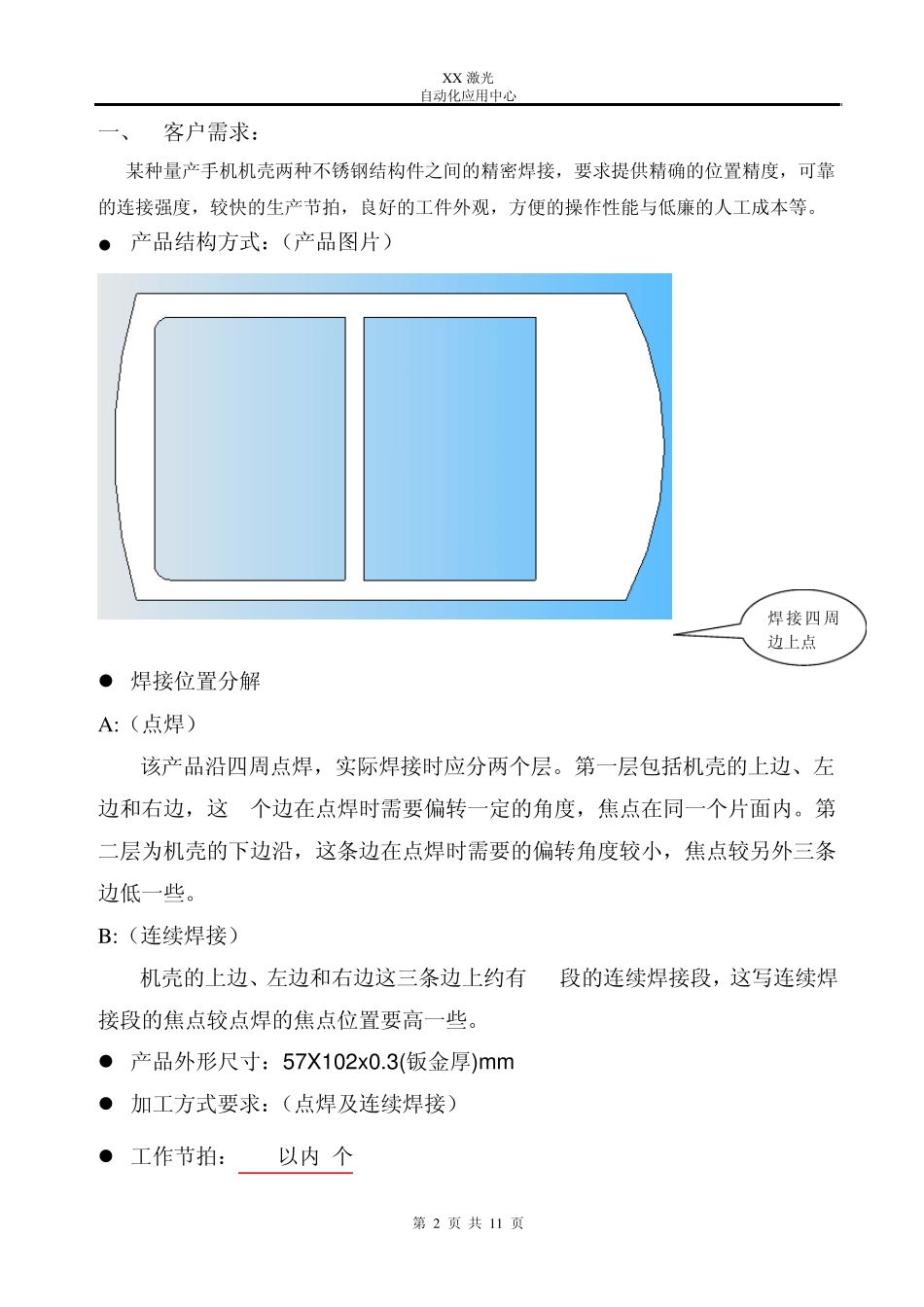
产品结构方式:(产品图片) 焊接位置分解 A:(点焊) 该产品沿四周点焊,实际焊接时应分两个层
第一层包括机壳的上边、左边和右边,这 3个边在点焊时需要偏转一定的角度,焦点在同一个片面内
第二层为机壳的下边沿,这条边在点焊时需要的偏转角度较小,焦点较另外三条边低一些
B:(连续焊接) 机壳的上边、左边和右边这三条边上约有 10段的连续焊接段,这写连续焊接段的焦点较点焊的焦点位置要高一些
产品外形尺寸:57X102x0
3(钣金厚)mm 加工方式要求:(点焊及连续焊接) 工作节拍:10s以内/个 焊接四周边上点 X X 激光 自动化应用中心 第 3 页 共 11 页 上下料方式: 下模具自动循环,手工上料,自动检测焊接,手动下料 焊接效果:焊斑直径 焊接熔深 外观质量 二、系统解决综述: 焊接机:采用XH300激光功率反馈型中功率光纤振镜焊接机
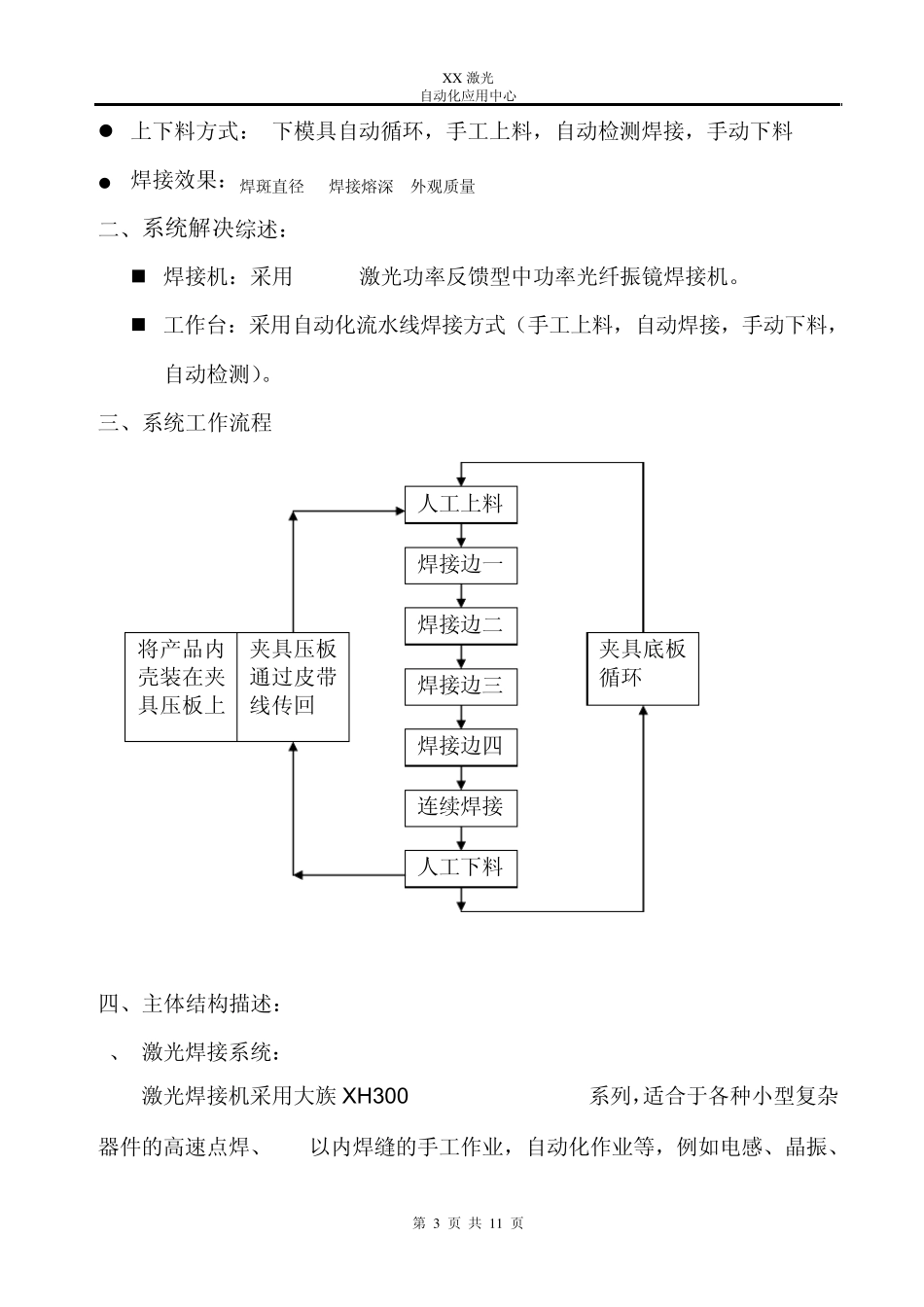
工作台:采用自动化流水线焊接方式(手工上料,自动焊接,手动下料,自动检测)
三、系统工作流程 四、主体结构描述: 1、 激光焊接系统: 激光焊接机采用大族 XH300 激光功率反馈振镜系列,适合于各种小型复杂器件的高速点焊、1mm以内焊缝的手工作业,自动化作业等,例如电感、晶振、人工上料 连续焊接 焊接边一 焊接边二 焊接边三 焊接边四 人工下料 夹具底板循环 夹具压板通过皮带线传回 将产品内壳装在夹具压板上 XX 激光 自动化应用中心 第 4 页