热硫化接头流程 一 、 硫 化 接 头 用 设 备 及 材 料 1
硫 化 机 :硫 化 接 头 用 硫 化 机 必 须 是 通 过 鉴 定 ,证 件 齐 全 的 合 格 产 品
在 有 瓦 斯 、煤 尘 爆 炸 危 险 的 场 所 硫 化 接 头 必 须 使 用 具 有 防 爆 性 能 的硫 化 机 , 且 必 须 有 严 密 的 安 全 措 施
胶 料 : 胶 料 包 括 盖 胶 、 芯 胶 、 与 胶 浆
为 保 证 接 头 质 量 , 胶 料 一 般选 用 皮 带 厂 指 定 胶 料
若 采 用 其 他 厂 家 胶 料 , 必 须 有 硫 化 接 头 权 威部 门 进 行 的 拉 力 强 度 监 测 报 告 , 符 合 要 求 的 方 可 使 用
胶 料 应 在 使 用 前 保 证 在 保 质 期 内 ,且 存 放 得 当( 避 免 阳 光 直 射 ,远 离 热 源 , 无 油 脂 类 物 质 污 染 ) , 外 观 无 异 常 变 化 可 直 接 使 用 , 若存 放 时间过 长, 使 用 前 必 须 进 过 鉴 定 , 确认未失效后方 可 使 用
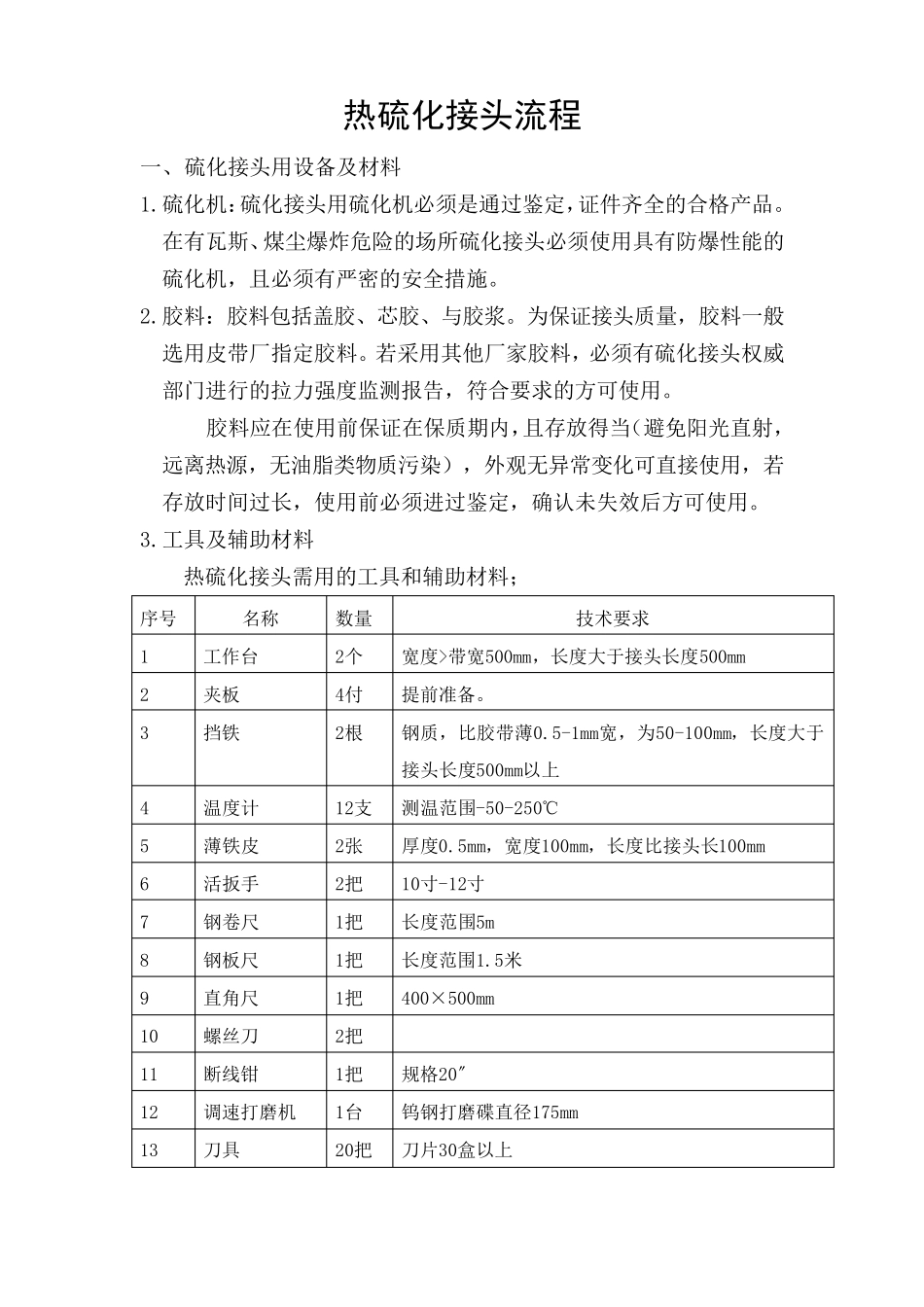
工具 及 辅助材 料 热 硫 化 接 头 需用 的 工具 和辅助材 料 ; 序号 名称 数量 技术要 求 1 工作台 2个 宽度 >带 宽500mm, 长度 大于接 头 长度 500mm 2 夹板 4付 提前 准备
3 挡铁 2根 钢质 , 比胶 带 薄0
5-1mm宽, 为 50-100mm, 长度 大于接 头 长度 500mm以上 4 温度 计 12支 测 温范围-50-250℃ 5 薄铁皮 2张 厚度 0
5mm, 宽度 100mm, 长度 比接 头 长100mm 6 活扳手 2把 10寸-12寸 7 钢卷尺 1把 长度 范围5m 8 钢板尺 1把 长度 范围1